What Is Material Requirements Planning?
Material requirements planning (MRP) is a planning and control system for inventory, production, and scheduling. MRP converts the master schedule of production into a detailed schedule, so that you can purchase raw materials and components. Used mostly in the manufacturing and fabrication industries, this system is a push type of inventory control, meaning that organizations use forecasting to determine the customer demand for products. The manufacturing or fabrication company will forecast the amount and type of products they will purchase, along with the quantity of materials to produce them. They then push the products to the consumers. This contrasts with a pull system, where the customer first places an order. The main disadvantage of a push system is its vulnerability when sales vary. In this scenario, the forecasts become inaccurate, which for manufacturing, cause either a shortage of inventory or an excess of inventory that requires storage.
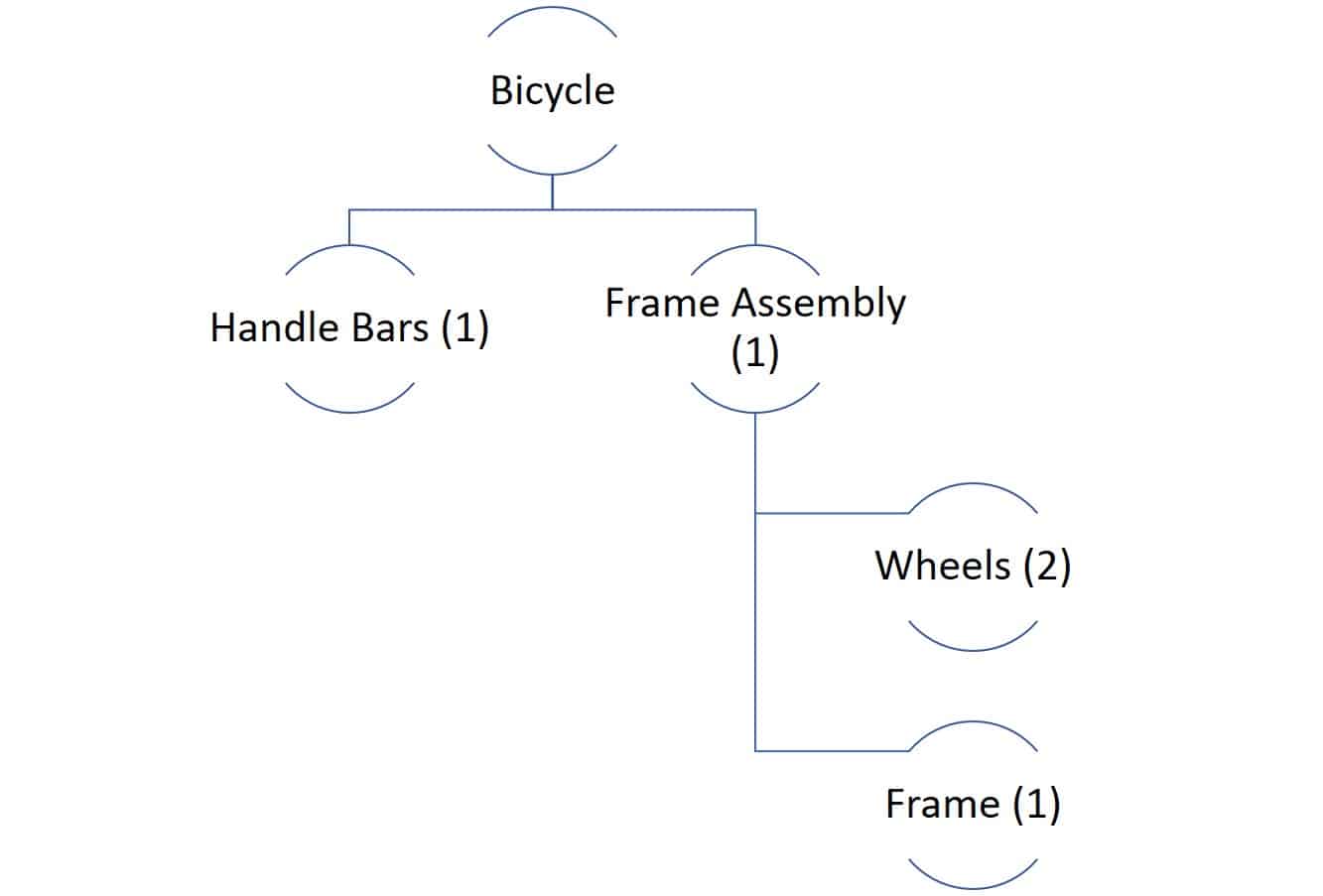
Inventory is divided into two categories, independent and dependent demand. Independent demand is a desire for finished products, such as cell phones or automobiles, whereas dependent demand is the demand for components, parts, or incomplete assemblies (sometimes called sub-assemblies), such as phone screens or tires for automobiles. You determine quantities for the dependent demand by determining quantities for the independent demand. For example, if you forecast your independent demand for the number of completely assembled cell phones that you expect to sell, you can forecast the quantities of your dependent demand materials, such as your screens, processors, batteries, and antennas. These part quantities depend on the quantity of cell phones you want to produce. This relationship between the materials and the finished product are shown on a bill of materials (BOM) and are calculated with MRP.
The three key questions that you must ask when planning for dependent demand are:
- What components do we need?
- How many of each component do we need?
- When do we need the components?
In determining how much material your product needs, MRP differs from consumption-based planning (CBP). MRP logic uses information received either directly from customers or from the sales forecast, calculating the material required based on the dependencies of other materials. CBP calculates material requirements only via historical consumption data. CBP does not consider the dependencies between different materials, as it presumes that future consumption will follow the same pattern that the historical data did.
MRP synchronizes the flow of materials, components, and parts in a phased order system, considering the production schedule. It also combines and tracks hundreds of variables, including:
- Purchase orders
- Sales orders
- Shortage of materials
- Expedited orders
- Due dates
- Forecasts
- Marketplace demand
- Material
- Inventory
- Data
- Bill of material
For all companies, MRP has a few goals in common. These include making sure that the inventory level is at a minimum, but high enough to provide for the customer need, and that you plan all of the activities, including delivery, purchasing, and manufacturing.
There are some terms that will come up in MRP repeatedly. Some are terms related to MRP as a concept, and some are specific to MRP software. These terms are as follows:
- Item: In MRP, an item is the name or code number used for the event you’re scheduling.
- Low-Level Code: This is the lowest level code of an item in the bill of materials and indicates the sequence in which you run items through an MRP. You use low-level code because an MRP system recognizes and connects the level that an item appears in the product chain and uses it to plan the proper time to meet all of the system demands.
- Lot Size: This is the quantity of units you order during manufacturing
- Lead Time (LT): This is the time you need to assemble or manufacture an item from beginning to end. Two types of lead time are ordering lead time and manufacturing lead time. Ordering lead time is the time it takes from starting the purchase to receiving the purchase. Manufacturing lead time is the time it takes for the company to completely manufacture a product from start to end.
- Past Due (PD): This is the time during which you consider orders behind schedule.
- Gross Requirements (GR): You generate this MRP calculation through forecast scheduling using the number of produced units, the amount of required material for each produced unit, the current stock, and the ordered stock /stock in transit. This is the total demand for an item during a specific time period.
- Scheduled Receipts (SR): These are the open orders for products that the company currently possesses but has not yet fulfilled.
- Projected on Hand (POH): This is the amount of inventory you’ve estimated to be available after you meet the gross requirements. To calculate this sum, you add the POH from the previous time period to the scheduled order receipts and the planned order receipts and then subtract the gross requirements. (Current POH = Previous POH + SR + POR – GR)
- Net Requirements (NR): You generate this MRP calculation through master scheduling using gross requirements, on-hand inventory, and other quantities. This is the actual, required quantity to be produced in a particular time period.
- Planned Order Receipts (POR): The quantity of orders during a time period that is expected to be received. This planning for orders keeps the inventory from going below the threshold necessary.
- Planned Order Releases (PORL): This is the amount you plan to order per time period. This is POR offset by the lead time.
- Cumulative Lead Time: This is the greatest amount of time that it takes to develop the product. You may calculate it by looking at each BOM and figuring out which one takes the longest.
- Product Structure Tree: This is a visual depiction of the bill of materials, showing how many of each part and how many sub-parts you need to produce the product.
- Net-Change Systems: These are systems which identify only the changes between the new and old plan.
- Master Production Schedule (MPS): This is the schedule of finished products that drives the MRP process. The quantities in MPS represent what you need to produce to meet the forecast.
- Lumpiness: This is when product/material that is low or at zero suddenly spikes. Examples of lumpy or uneven demand include the need for service parts. You only need service parts when an appliance breaks, so forecasting the need for the parts may be difficult, as the demand is not continuous.
- Time Fence: Time fences are boundaries between different MRP planning periods. They offer the opportunity for programming changes, such as rules and restrictions.
What Is the Benefit of Material Requirements Planning?
You may use MRP concepts in a variety of different production environments. You may also use them for service providers, such as job shops. Examples of production environments include instances in which products are complex, products are only assembled to order, or demand items are discrete and dependent. In these cases, MRP can reduce the stored inventory, the component shortages, the overall manufacturing cost, and, therefore, the cost to purchase. This more accurate scheduling improves your company’s productivity by decreasing the necessary lead time, giving your customers a higher quality of production and service. Overall, your company is more competitive in the marketplace.
However, with these advantages come a few drawbacks. Foremost, MRP is only successful if the accounting is accurate. You must keep records of inventory and BOM changes up to date. Inaccurate input causes inaccurate output. Another potential downside to MRP is that it can be costly. If you don’t keep the input in a timely fashion, it can be difficult and expensive when switching over to a new system.
Material Requirements Planning Steps and Processes
MRP works because it is a well-organized framework of processes and calculations. An MRP system can completely transform a company’s operational procedures. Many people within an organization contribute to the MRP process, including sales, production, purchasing, receiving, stockroom, and shipping personnel.
MRP consists of three basic steps:
- Identifying the Quantity Requirements: Determine what quantity is on hand, in an open purchase order, planned for manufacturing, already committed to existing orders, and forecasted. These requirements are specific to each company and each company location and change with the date.
- Running the MRP Calculations: Create suggestions for materials that you consider critical, expedited, and delayed.
- Complete the Orders: Delineate the materials for the manufacturing orders, purchase orders, and other reporting requirements.
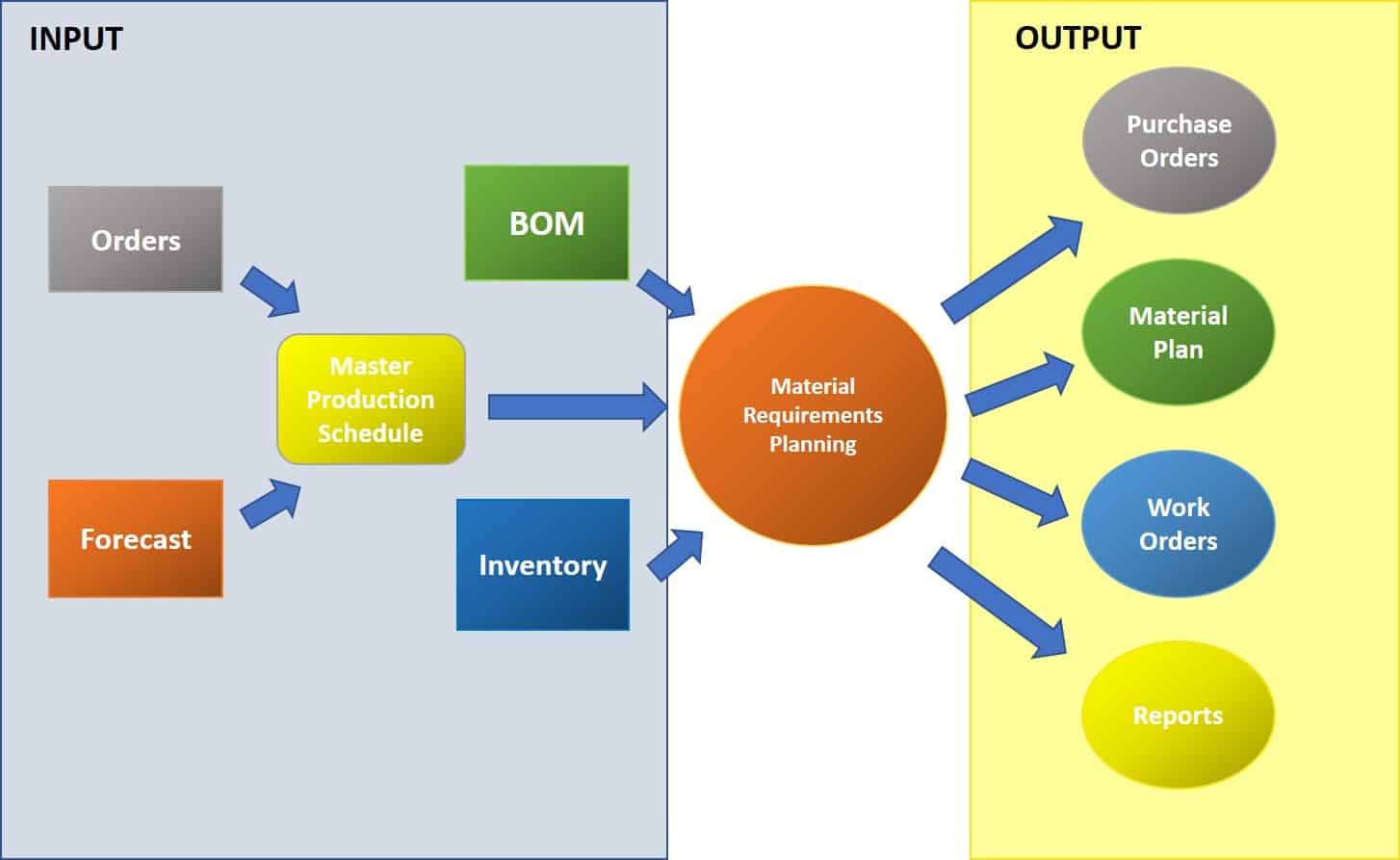
The calculations that MRP performs are based on the data inputs. As shown in the diagram above, these data inputs include:
- Customer Orders: This refers to the specific information you receive from customers and includes one-offs and regular ordering patterns.
- Forecast Demand: This is a prediction from the marketplace about how much probable demand there will be for a product or service. It is based on historic accounting and current trend analysis.
- Master Production Schedule (MPS): Both forecast demand and customer orders feed into the master production schedule. The MPS is a plan that a company develops for production, staffing, or inventory. It is the production future plan that includes the quantities you need to produce the products in a specified time period. It also includes inventory costs, production costs, inventory information, supply, lot size, lead time, and development capacity.
- Bill of Materials (BOM): Also called a product structure file, this includes the details and quantities of the raw materials, assemblies, and components that make up each end product.
- Inventory Records: These are the raw materials and the completed products that you either have on hand or have already ordered.
After MRP receives the input, it generates the output. There are four main outputs. These include:
- Purchase Orders (PO): This is the recommended purchasing schedule that includes the order you give to suppliers to send the materials. The PO includes a schedule with quantities and start and finish dates to meet the MPS.
- Material Plan: This details the raw materials, assembly items, and component needs to make the end products with quantities and dates. We recommend that you use attribute settings to set the time fences and to firm orders.
- Work Orders: This details the work that goes into producing the end product, including which departments are responsible for what part, what materials are necessary, and what the start and end dates are.
- Reports: MRP generates primary and secondary reports. The primary reports include all three of the above — those that deal with production and inventory planning and control. Secondary reports are those that detail things, such as performance control, exception data (e.g., errors or late orders), deviations, and predictors of future inventories and contracts.
The MRP technique can be vague at times because we call it a calculation process without necessarily indicating how to compute the data outputs. MRP is about putting mathematical controls into place using formulas that yield optimal results. MRP is an optimal control problem that calculates the initial conditions, the dynamics, the constraints, and the objective. The variables are the local inventory, the order size, the local demand, the fixed order costs, the variable order costs, and the local inventory holding costs. MRP comprises many methods and calculations. To find the order quantities, you can use any number of methods. Three of the most popular are:
- Dynamic Lot-Sizing: In inventory theory, this model assumes that the demand for product fluctuates over time. This complex algorithm generalizes the economic order quantity model. It requires dynamic programming to perform, so mathematicians also developed the following models.
- Silver-Meal Heuristic: This is an inventory control algorithm, also called least period cost, that minimizes the total relevant cost per unit of time. In other words, you use it to calculate the production quantities needed to meet the operational requirements at the lowest cost possible.
- Least-Unit-Cost (LUC) Heuristic: Although quite similar to Silver-Meal, LUC chooses the period in the future based on average cost per unit rather than on average cost per period.
Problems with Using Material Requirements Planning Systems
Although using an MRP system is vastly superior to cobbling together a system of spreadsheets and hand calculations, problems do arise. The biggest issue is data integrity. Data that is either not up to date or has errors gives output that is inaccurate and can end up costing your business serious money. You should carefully screen inventory and BOM data. Errors often occur during cycle-count adjustments, input and shipping, and reporting of scrap, damage, waste, and production. Barcode scanning and pull systems can minimize these types of errors.
Moreover, MRP systems can be rife with error when companies with facilities in different countries do not set up by individual location. For example, the MRP system could indicate that there is plenty of raw material available for production when, in fact, that raw material is on the other side of the world. Staffpower is also not always accounted for in MRP. In these cases, the MRP creates a capacity issue.
In addition, lead times can throw off MRP. The required lead time can change based on the product. MRP assumes that the lead time is always the same for each product, regardless of changes in supply, required quantities, or the possible simultaneous production of other products.
Solving your data-integrity issues may take some concentrated effort. Best practices for ensuring that your data is high-quality before you start your MRP process include:
- Using barcode scanning or a pull system to replace stock and enter products into inventory
- Making sure that shipping prints the container labels
- Requiring advance shipping notifications (ASN) from your suppliers that feed into a label system. In order to detect shortages and over-shipments, match labels with internal company numbers as product arrives.
- Recording scrap daily
- Troubleshooting and fixing causes of cycle counts that incorrectly change your inventory
- Confirming the bill of material at the production site
The History of Material Requirements Planning
During the early part of the 20th Century, material and planning control systems started using mathematics to calculate manufacturing lot sizes. In 1913, Ford W. Harris introduced the economic order quantity (EOQ) model, and it is still studied today for inventory management.
Joseph Orlicky developed MRP in 1964, while working for IBM to perform computerized supply planning. Dr. Orlicky was on a mission to educate senior executive customers to use computer technology to manage their inventory and control processes. At IBM, Dr. Orlicky worked with Oliver Wight, who ended up co-authoring a book with George Plossl in 1967, Production and Inventory Control: Principles and Techniques.
Long considered a bible of production and inventory control practices, the book’s influence was almost immediate. Black & Decker implemented MRP right away. The three professionals, Orlicky, Wight, and Plossl began the movement that saw nearly 700 companies adopt MRP by the time Dr. Orlicky’s book, Material Requirements Planning, came out in 1975.
By 1981, about 8,000 companies had adopted MRP. The next generation of MRP was considered closed-loop MRP, because it added a feedback feature that enabled the synchronization and adjustment of the master production schedule, effectively closing the loop. Helmed by the three professionals, APICS, formerly the American Production and Inventory Control Society, undertook a huge campaign called the “MRP Crusade” to tout the benefits of the MRP system and make it the standard for manufacturing planning in America. Still going strong, APICS now serves as a professional association for supply-chain operations, logistics, and management research and publications.
In 1983, Oliver Wight took MRP a step further and developed manufacturing resource planning (MRP II), also known as material planning. Considered a significant innovation, MRP II includes additional data, such as employee and finance information.
The most recent development for MRP came in 2011 when a new book was published by Joseph Orlicky’s original publishing company, McGraw Hill. This update to Orlicky’s work is the third edition of Orlicky's Material Requirements Planning. This edition introduced demand-driven MRP (DDMRP), with five components, including strategic inventory positioning, buffer profiles, level, dynamic adjustments, demand-driven planning, and highly visible and collaborative execution.
What Is Manufacturing Resource Planning?
Specific to the manufacturing industry is manufacturing resource planning (MRP II). MRP was so successful that organizations using it wanted more improvements and more automation. MRP II takes the principles of MRP and adds some additional areas, such as rough-cut capacity planning and capacity requirement planning (CRP), to give companies a comprehensive manufacturing plan. CRP is an accounting method that determines the load for each process according to the manufacturing order. CRP takes data from MRP.
MRP II isn’t solely about the computational needs, but is a management concept that can take many forms. MRP II works within a hierarchy that divides planning into the long range, medium range, and short term. The three main characteristics of MRP II are:
- A company-wide system
- A financially and operationally integrated system
- A system with the ability to perform “what-if” scenarios that show different ways to do things
MRP II also relies on the quality and timeliness of the inputted data. Inaccurate information or consistent lead-time fluctuations result in poor planning. These plans can lead to execution failure and even reimplementation.
What Is Enterprise Resource Planning?
Enterprise resource planning (ERP) is an extension of MRP systems that came about in the 1990s. MRP is a planning and control system for the resources in a company and was essentially the harbinger of ERP systems to come. ERP is a solution for the enterprise as a whole, with more functionality built in, extending the concepts of MRP and MRP II. All the functions in an enterprise are tightly integrated, including internal and external information. For example, an ERP system would possess advanced functionality in the areas of financial , customer relationship, and sales order management.
Today, the difference between MRP and ERP is that MRP can be a stand-alone application or just a piece of an ERP, whereas ERP can support the whole company. ERP is a single solution that addresses all business needs, not just the scheduling of resources. ERP has moved away from its manufacturing roots and gone on to support many different types of businesses. It decreases any information redundancies and adds elements, like user-level security. The line between MRP and ERP has blurred, as the more recent ERP systems rely on similar database structures and linkages . To clarify, MRP only concentrates on:
- Quotes
- Job costing
- Sales
- Orders
- Controlling stock
- Purchasing
- Manufacturing
- Invoicing
Using an ERP system gives your company some strategic opportunities. Companies report that the biggest benefits of their ERP system are increased efficiency, integrated information, more customized reports, higher-quality customer service, and more secure data. A well-used ERP system can enable your teams to be forward-looking and support your strategic vision for growth. A good ERP strategy improves your key business processes.
ERP systems do come with challenges, however. Once you’ve allocated substantial financial resources to a system, you must address the organizational culture, so your staff utilizes the system adequately. With an integrated system, the return on investment depends on the breaking down of company silos to achieve seamless processes.
What Is Distribution Requirements Planning?
Distribution requirements planning (DRP), also known as distribution replenishment planning, is a continuation of MRP logic that came about in 1981. DRP takes MRP one step further and calculates how to move the materials out of the facility. The product delivery is more efficient because DRP calculates the quantity of each type of goods that requires delivery, as well as where to meet the demand. DRP is a time-based approach to guarantee that inventory that’s likely to be low has a replenishment plan. DRP is similar to MRP but can work by either a push or pull system. ERP took over this functionality when it came about in the 1990s. Now, DRP can still be a stand-alone system or act as a module within an ERP system.
What Is Production Planning?
Production planning is the process ensuring that there are sufficient raw materials in a manufacturing business to create the products on schedule. More advanced than MRP, it extends the latter’s functionality. Developed to address some of the deficiencies of MRP, production planning expands upon MRP in the following ways:
- While MRP does not assume any limitations on production, production planning takes into account any production constraints.
- Production planning prioritizes and first completes the jobs that are the most lucrative.
- Production planning considers ordered-part lead time.
- Production planning uses more complex algorithms.
Material Requirements Planning Expert Advice
Although MRP may be challenging to implement, it is clearly worth the time, effort, and financial investment. Whether you are with a large organization or are a small business owner, it is important that you figure out how to best implement MRP and what software to use. Across the web, experts in MRP consistently make two suggestions: choose the right software, and keep your data accurate. With the right software for your company, you can harness the power of MRP. Whether you capture MRP in a comprehensive program, on an Excel spreadsheet, or with a stubby pencil and a legal pad, accurate data can consistently get you the right results and keep your business on track. The following are more tips culled from around the web on using MRP successfully. For more regularly updated MRP practice information, check out APICS magazine.
- Review Your MRP Reports with Everyone: MRP should not be only one person’s responsibility in your company, but should be dispersed so that everyone understands and can help solve problems that arise. Help resolving conflicts should come from the department responsible.
- Know Your Production Limitations: Most MRP systems will create a suggested schedule, but it is up to you to put into place your company capacity limits.
- Understand How Your System Accounts for Blanket Orders: It is easy for your system to get thrown off when you put in huge quantity orders without indicating release dates. Ensure that you have multiple dates entered when using blanket ordering, or at least understand how your system can account for these omissions.
- Stay Up to Date: Inaccurate dates on open sales orders, open purchase orders, or production tickets can create the illusion that you are low in materials. As a result, you’ll order more to meet your sales orders that are past due and waste money.
- Have Accurate Lead Times: Know how long it takes to get your materials, and keep accurate sales order dates. Each supplier may take slightly longer than another in getting you your critical supplies, so your MRP will only work if the lead time it calculates includes accurate data.
- Audit Your Lead Times: Regularly review and adjust your lead times based on your own historical data and your customers’ feedback. Ask customers how long it took to receive their products. Then document those responses.
- Make Sure Your Orders Consume Your Forecast: You should not be scheduling your production based on the higher number of forecast or sales order. As orders come in, your sales should be eating up your entire forecast. Your MRP report should summarize this for you, so you can figure out how well your production is meeting your demand without having excess inventory.
- Make Forecast Adjustments on a Rolling Basis: Whether your forecast is for sales or production, your system will produce your requirements that match. A forecast should never be a static figure, but should be tweaked constantly to reflect your market trends.
- Audit Your Inventory Balances: Especially when setting up a new system, you should have an accurate count of your on-hand inventory. Bad data in will give you bad data out. MRP excels at giving you data on your material requirements, but it will not do so if your initial counts are wrong.
- Account for Your Loss Factor: Every business will have some loss through the process of making their products. Whether you are a baker and have flour spills or a pharmaceutical manufacturer and have occasional chemical spills, there will be loss in the process. Without putting in a loss factor, you will be consistently short of raw materials.
- Know the Difference between Safety Stock and Reorder Point: MRP automatically assigns these two factors as hard numbers, but if they need to be more suggestive in nature, you should specify that in your system. Your reorder point should reflect the level at which you need to take action.
- Flag Your Unusual Orders: Odd or atypical orders should not be a part of your MRP history because they are outliers that can throw off your whole forecasting system.
- Match Your Forecasting Period to the Sales Period: Use cumulative data because sales are generally not regularly spaced events. Data based on periods that are longer gives more precise forecasts.

Yury Rachitsky is CEO and Co-Founder of LuxeDecor. He is a consultant specializing in ERP implementations. Here are his own words, including his experience and tips for successful MRP implementation and use:
“I was involved in implementing ERP systems for various manufacturers. MRP was an essential part for production planning and scheduling and was an integral part for ensuring the materials were ordered on time to meet customer demand.
During our user-training seminars, it was always challenging to explain MRP to system users not directly involved with production planning and scheduling processes.
To simplify the MRP process explanation, we created a user-friendly chart that showed how MRP interfaces among different business departments. In short, MRP takes input from customer demand and forecast and produces scheduling recommendations for production and purchasing. MRP can go as far as automatically creating manufacturing work orders and purchase orders to meet customer and forecasted demand.
It is essential to have all the parameters set up correctly, such as manufacturing lead times and safety stock, to make sure that the resulting MRP recommendations are accurate. For example, if product includes wrong manufacturing or purchasing lead times, MRP will recommend starting production on a wrong date, and that can result in product being produced later than the customer demands it. This can result in loss of customers and decrease in revenue. However, if the data is accurate, MRP plays an integral part in guaranteeing on-time shipping and scheduling.
There is no question that MRP is a necessary part of every company that strives for efficient production planning and scheduling processes.”
Material Requirements Planning Software
Although MRP is often an integrated, automated system, it can also be handwritten or consist of different applications or modules in disparate software systems. MRP software focuses on the period during which you create a product, identify and purchase raw materials , determine resources, and plan the steps for production. This subset of modern ERP systems is usually available as a module and looks for efficiencies in each step.
The cost of MRP software is a big concern for small businesses, but it’s clear that the investment is a huge money saver in the long run. Furthermore, your business may fiscally require a software system due to the risk of human error, slowed production times, and excessive manual labor costs. Still, companies need to consider what type of software is most appropriate for them category-wise, size-wise, and expectations-wise. For a small business, purchasing a comprehensive ERP suite may not only be wasteful, but also time-inefficient, defeating the system’s purpose.
Although the marketplace has a wide variety of providers, each claiming to offer the best system available, experts recommend that you carefully consider your needs and options before purchasing software. And while it’s always good to consult your network for a consensus on what others are using, remember that what works for your colleagues may not work for you. Before looking at any features or products, consider your business goals, as well as your current requirements. Some of the features you should consider when choosing MRP software include the following:
- Flexible requirements
- Advanced filtering
- Comprehensive drill-down capability
- Exception management
- Agile order management
- Aggregate requirements
- Workflow support
- Designated time frames
- Multiple quantity display
- Forecast consumption
- Supply-chain visibility
- Integration into multiple environments
- Software support
- Free trials
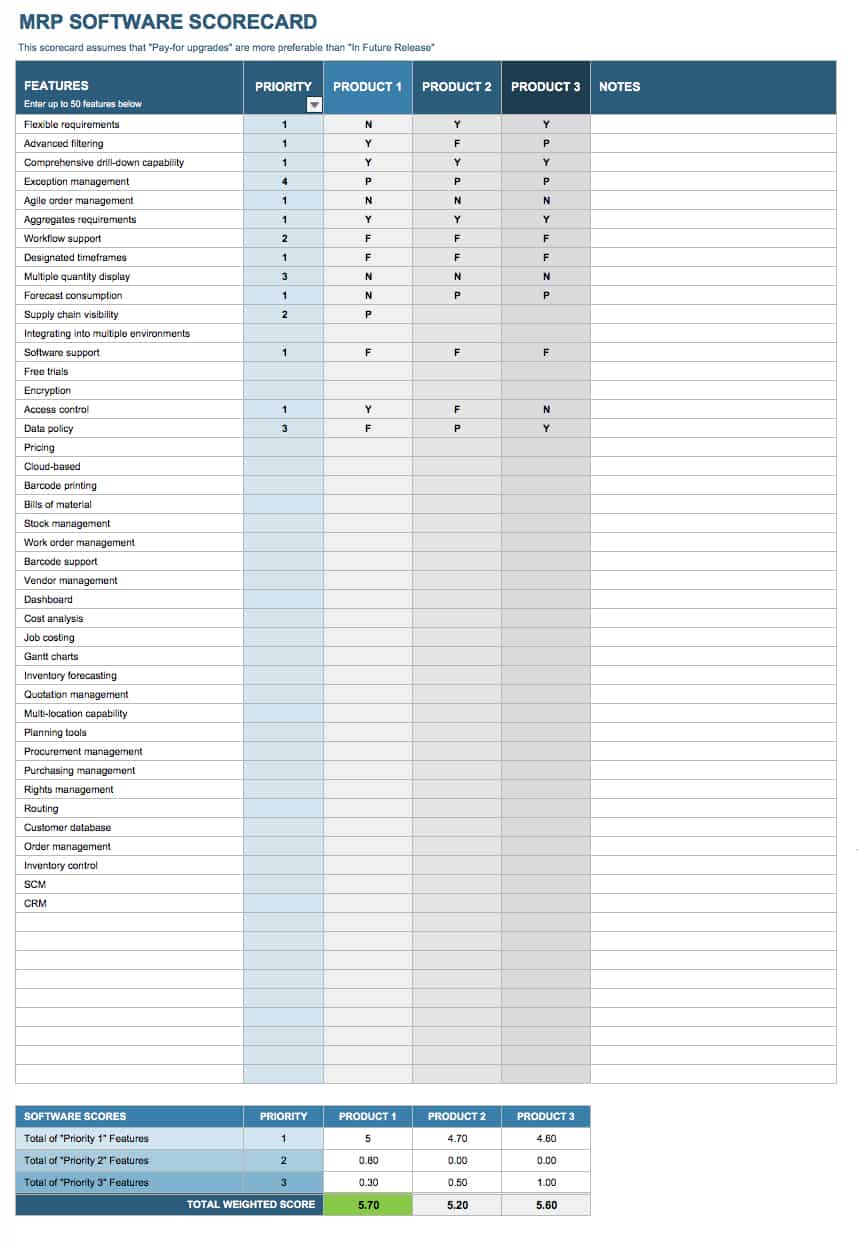
Download Microsoft Excel Template for Choosing MRP Software
Should You Take a Course on Material Requirements Planning?
Accurately forecasting for materials in your business is a big responsibility, whether you produce automobiles or veal dishes. MRP is meant to assist you in getting the quantities right, so you don’t have critical shortages or a surplus of raw material spoiling or taking up critical storage space. There are numerous online courses available concerning the concepts and use of MRP. The majority of courses teach you about specific software systems and cost anywhere from nothing to a few hundred dollars. Some of the courses come with certification, especially those for larger software systems, such as SAP. Courses are recommended for all MRP end users and analysts and any new MRP software users. We recommend some type of training for all staff who are new to the software.
Course topics usually answer the following questions:
- What is the process to plan MRP?
- What are the key settings that influence MRP?
- How do you generate demand through your forecast?
- How do you generate supply with MRP to create planned orders?
- How do you run MRP as a single or as an organization-wide process?
- How do you evaluate your MRP reports?
- How do planned orders become purchase orders?
- How do you resolve your MRP exception messages?
If this guide and taking a course on MRP still does not give you the confidence or proficiency to use an MRP system, you can always hire a consultant who specializes in MRP/ERP implementation and solutions. An outside expert can get to know your business and help you decide what software is right for you, as well as take your business through the steps to implement the system correctly. An independent pro may very well be worth the cost, but be aware that most consultants have their favorite software systems, so they may be biased in their recommendations.
Easily Manage Material Requirements Planning with Smartsheet
Empower your people to go above and beyond with a flexible platform designed to match the needs of your team — and adapt as those needs change.
The Smartsheet platform makes it easy to plan, capture, manage, and report on work from anywhere, helping your team be more effective and get more done. Report on key metrics and get real-time visibility into work as it happens with roll-up reports, dashboards, and automated workflows built to keep your team connected and informed.
When teams have clarity into the work getting done, there’s no telling how much more they can accomplish in the same amount of time. Try Smartsheet for free, today.