What Is the Theory of Constraints?
The Theory of Constraints is a management approach that considers that at any given time, an organization is limited from achieving its highest goal by a single constraint. The theory provides tools to help identify and break through the constraint. Industry experts help create a richer picture of what TOC offers:
Program Manager Chuck Werner describes TOC from a manufacturing perspective. “[It’s] all about the flow, and being able to move a part or move a step in a process along in a balanced way so that each stage in a process has the appropriate work to work on when it’s needed,” he says.
Michael Clingan, a business consultant and certified TOC practitioner says, “It’s a prioritization method. It’s a way of looking at a complex system. Businesses have a lot of moving parts and TOC says, OK, how do I make the biggest impact without spending a lot of money, and that will make the most difference to what I’m trying to achieve with the business?”
TOC creator and author Eli Goldratt simply defined it as, “A Thinking Process that enables people to invent simple solutions to complex problems.”
Seeing the Big Picture
Like a video camera, Theory of Constraints helps you to rack in and out of tight focus and look closely at a process or step, and then see the step in the context of the entire line, process, or organization. This holistic perspective is key to TOC because it views organizations as a chain of departments and functions. The axiom holds true that the chain is only as strong as its weakest link. If you find the weak link, or constraint as it’s called in TOC, and bring attention to it, you’ll find your way to meet your target.
TOC provides an alternative view of individual or local productivity in a product line or organization. Just because individuals or departments can speed through tasks and create high output doesn’t mean that they are benefiting the rest of company. TOC also holds that a company’s most important task is to make money or, for a services organization, to serve clients. A company accomplishes this goal not by creating a product, but by actually selling the product, or generating revenue. TOC calls this throughput.
Tools and Methodologies
In Theory of Constraints, managers and teams seek to find the answers to three basic questions, which provide an aim and a plan for problem-solving:
- What to change?
- What to change it to?
- How to change it?
There are several tools unique to TOC. They provide structure and consistency in problem recognition and problem solving, and maintain focus on the organization’s goal. The main tools offered include:
- The Five Focusing Steps
- The Thinking Processes
- Throughput Accounting
Theory of Constraints is often compared to Lean Manufacturing, in that both are concerned with maintaining an efficient flow in production and both focus on continuous improvement. Like Lean thinking, TOC can serve both large and small, and for profit and nonprofit organizations. As in other circumstances, small companies may achieve better results.
“It’s easier to use where you have access to the execs in charge of the whole organization,” says Clingan. “If I use Six Sigma, I can show cost or variation and that looks really good. TOC is more about impacting overall organizational performance and sometimes that takes a little longer to become visible.”
Project Management Guide
Your one-stop shop for everything project management
Ready to get more out of your project management efforts? Visit our comprehensive project management guide for tips, best practices, and free resources to manage your work more effectively.
Who Developed Theory of Constraints?
Eliyahu Goldratt, a physicist turned business consultant, articulated the Theory of Constraints in a 1984 novel, The Goal: A Process of Ongoing Improvement. In 1986, he created the Avraham Y. Goldratt Institute to teach the theory. He further elaborated his ideas in books such as Critical Chain and What is This Thing Called the Theory of Constraints? A movie based on the book The Goal is used in management training. One of Goldratt’s many quotable quotes is, “An expert is not someone who gives you an answer, an expert is someone who asks you the right question.”
Taking cues from linear programming and systems thinking, Goldratt described a systemic approach to achieving success. He described companies as containing circles, representing areas of specialization. Individuals in one area focus on their little circle. However, each area is joined, like links in a chain. In solving problems, someone in a circle can’t necessarily see the interdependency, and someone looking in from the outside can’t see the specific needs of each circle. The theory is sometimes referred to as Critical Chain Project Management.
What Is the Theory of Constraints Philosophy About Organizations?
Theory of Constraints holds that any organization is actually simple. Everyone wants a win-win outcome, and there’s every reason for this to happen. All organizations are considered measurable and controllable by three characteristics:
- Throughput: The rate at which the system creates money through sales
- Operational Expense: All the money spent to turn inventory into throughput
- Inventory: All the money invested for things to sell
What Are the Benefits of Theory of Constraints?
When Theory of Constraints is applied well, it provides a philosophical change in an organization. Its effectiveness is not limited to manufacturing, and can bring benefits to banking, healthcare, sales, and other industries. Some of the specific benefits of TOC include:
- The concept of a constraint makes it easier to find what is slowing the advancement of the whole company.
- Constraints focus improvements on where they can have the most impact on profit.
- TOC provides a structure for continuing improvements.
- The holistic view of the company and the continuous search for constraints gives you better control over your process, so that you can anticipate backups.
- TOC exposes additional capacity without further investment. In other words, TOC forces you to use what you already have, instead of immediately spending money for things such as new equipment or bigger facilities.
By contrast, some consider that a methodology like Six Sigma focuses solely on improving a silo. Six Sigma focuses on improving quality, and quality may not be the only issue in an organization. As Dave Nave says of Six Sigma in his article “How to Compare Six Sigma, Lean and the Theory of Constraints,” “Improving all of an organization’s individual processes could have a detrimental effect on the company’s ability to satisfy the customer’s needs and provide product and services at the right time at the lowest cost. The realized savings might be less than the cost of all the improvements.”
TOC also provides a framework that can be effective in complex situations. Clingan gives the example of working to start up a Nigerian chemical fertilizer plant operation after ten years of neglect.

“There were people from all the different functional silos in the plant. There were people who were sub-contractors. There were people who’d been with the plant before and there were new kids,” describes Clingan. “And with all that going on, we still came out with good solutions to make the plant more reliable, and get fertilizer finished goods to the farmers who needed it most … The team worked fantastically well together.”Michael Clingan, Certified TOC Expert and Goldratt Institute Certified Jonah’s Jonah, of The Claymore Group.
The Goal in Theory of Constraints
When discussing tools, it’s easy to forget an essential aspect of Theory of Constraints, and certainly, one that the philosophy says is easily missed in business: the goal. In Goldratt’s novel, the mentor, Jonah, says only one goal exists: to make money. Every action must trace back to that. In the movie version of The Goal, Jonah says, “Efficiencies aren’t the goal of a business. Why do you think your company built your business? To show off your efficiencies?” Fair wages or a good work environment aren’t the goal either. (However, note that while the goal for a business is generally to make money, the goal for a social service organization or government department may not be profit.)

This emphasis on the goal distills through all layers of an organization. Everything starts with a goal, and every part of the company has a goal. Chuck Werner, Lean Program Manager and Six Sigma Master Black Belt with the Michigan Manufacturing Technology Center, explains, “If you want to sustain something — this is true in 5S, in the Toyota Production System, in TOC — you actually have to understand what its purpose is. As I say, what is the particular mission, of the line, of the process, of that particular operator. Team members have to truly understand what is value added and you truly have to understand what the purpose is.”
What Is a Constraint in Management?
If every system, or organization, has at least one constraint, then what exactly is a constraint? Goldratt defined a constraint as “Anything that limits a system from achieving higher performance versus its goal.” Basically, a constraint is a step or process that is producing less than what’s demanded of it, or it is something that limits profit, or in TOC terms, throughput.
Rather than viewing them as problems, Goldratt saw constraints (also known as bottlenecks), as the keys to unlocking productivity. Constraint management accepts that constraints exist in most organizations. Although experts and practitioners disagree, they generally accept that only one constraint can exist at any time (although some say as many as three can exist at one time).
“Theory of Constraints works backward from the goal,” explains Clingan. “We’re not looking for just any constraint, only the one keeping us from achieving more of the goal.”
By addressing only one or two constraints at a time, the next biggest problem appears, and so on. The benefit of focusing on one problem at a time is that it requires fewer material, financial, and emotional resources than does attacking everything at once. Clingan believes that working on multiple problems simultaneously can also result in the constraint simply moving back and forth between silos without ever being solved.
What Do Constraints Look Like?
A system can have internal or external constraints, and they can appear as physical or policy constraints. Here is how H. William Dettmer describes these in the ASQ white paper “Constraint Management.”
- Market: Not enough demand
- Resource: Not enough people, equipment, or facilities to meet demand for deliverables
- Material: Not enough materials in the quantity or quality needed to produce enough deliverables
- Supplier/Vendor: Inconsistent supplies or too much lead time
- Financial: Poor cash flow, so that a company must wait for deposits before work can begin on an order
- Knowledge/Competence: Company employees don’t have the skill to improve the company or complete a job
- Policy: Laws or policies that keep a company from its goal
Policy constraints are the most common and often underlie other constraints. Absenteeism, for example, is a constraint, which may cause less experienced personnel to assume the duties of the absent worker. Constraints can also appear as a person. Werner gives the example of assigning one highly talented worker (capable of doing many different tasks) tasks better performed by a dedicated department.
In contrast to a methodology like Six Sigma, which seeks quality and improvement throughout a process company, the focus in TOC is one constraint at a time. “The thing I’d love for people to know about Theory of Constraints is that you’re only working on one problem at a time, so you’re lining up your problems,” stresses Clingan. “You work on the biggest constraint and eliminate that; then you move to the next. It’s a sequential process. It’s not trying to improve everything at once.”
The Five Focusing Steps in Theory of Constraints
To move nearer to your goal or even to achieve it, you must understand the company constraints. How do you recognize a constraint? The Five Focusing Steps — Identify, Exploit, Subordinate, Elevate, and Avoid Inertia — help you to find and address them.
- Identify the First System Constraint: Use knowledge of the types and characteristics of constraints to find one. In manufacturing, this may be easy. “Step one, in true Theory of Constraints, is to look for what we call a big pile of stuff,” says Werner. It may be as simple as finding one worker overwhelmed with tasks, while the people on either side stand idle. Big piles before a step reveal a bottleneck. Breaking the constraint may be easy. If that’s the case, look for the next constraint.
- Exploit the Constraint: Decide how to best to use the constraint without further investment. This concept harks back to the notion that a constraint is not a problem, but an opportunity. Werner gives the example of the shop that discovered their cutting machine operated only 60 percent of the time. They wanted to buy another machine. Werner advised them instead to improve scheduling of loading and setup for the machine.
In his book, Dettmer elaborates further: “Exploitation of the constraint should be the kernel of tactical planning - ensuring the best performance the system can draw now. For this reason, the responsibility for exploitation lies with line managers who must provide the plan and communicate it so that everyone else understands the exploitation scheme for the immediate future.”
- Subordinate Everything to the Constraint: Subordination means that parts of the system that are not constraints (called, unsurprisingly, non-constraints), support the constraint. As Dettmer says, “This is, at the same time, the most important and the most difficult of the focusing steps to accomplish.”
Subordinating can have social implications, because humans may not logically understand why, when they are performing well, they are being asked to slow down, and they may resent it.
- Elevate the Constraint: If the first three steps did fix or break the constraint, it’s time to elevate it. In other words, bring extra resources to the situation to increase capacity.
Elevating a constraint might include adding more machines, or people, or shifts, or spending money for advertising, or hiring writers to create lead-generating web articles. Since elevation involves expenditure, you need to consider whether the ROI justifies the expense.
- Avoid Inertia: Throughout the Five Steps, if a constraint is broken in one step, you need to go back to the first step to identify other constraints. Goldratt called it POOGI — a process of ongoing improvement. Dettmer compares the Five Focusing Steps to PDCA (plan, do check, act).
You can anticipate constraints in existing processes, but you can also plan for them while designing a product, process, or service. Werner says you do that through value stream mapping the process. “You should look at what the cycles will be and work back with Takt time with the understanding that at the very least you should be able to meet 115 to 120 percent of the demand of the customer.”

What Are the Thinking Processes in Theory of Constraints?
In manufacturing, but especially in service and transactional industries where you may not see “big piles,” you may need to use other tools to find what’s keeping an organization from achieving its greatest success. Thinking Processes help to find the root cause of a problem by capturing the symptoms, called undesirable effects (UDEs). By arranging these responses in tree diagrams, an organization can get a picture of what’s happening. The Thinking Processes are designed to work through what the theory calls layers of resistance, the individual perceptions of why things aren’t working optimally.
Clingan uses the Thinking Processes to help groups find the core constraint. Each team member provides an opinion to identify the constraint. He explains, “Someone may think that engineering is the problem. Someone else may think that manufacturing is just incompetent. But when you get everyone in a room and you're rolling it all up, there’s a lot of ah-ha moments with people working together. That to me is one of the real strengths of the Thinking Processes. They’re just really good tools for helping think better together.”
The Thinking Processes help to find answers to the key TOC questions:
What needs to be changed?
- Current Reality Tree: The current reality tree describes how things are. You collect the UDEs of the problem, and then arrange them until your can detect the underlying or core problem.
What should it be changed to?
- Future Reality Tree: A future reality tree documents how things should be. It represents the current reality tree with new ideas, called injections, which create desirable effects or desirable effects (DEs).
- Negative Branch Reservations: As you work on your future reality tree, someone may express concern about the outcome of the injections. A negative branch is a way to diagrammatically explores this concern.
- Evaporating Cloud Tree: An evaporating cloud tree explores all the conditions that must be in place for the injection to succeed. It may be used as a preliminary step to creating the future reality tree, to overcome objections to proposed injections, and has at its core the Theory of Constraint notion that organizations can always find a win-win solution to any problem.
How to change it?
- Strategy Tree and Tactics Tree: These trees help you diagram what must happen to create an improvement. Team members identify difficulties and explore paths through or around obstacles.
What Is Throughput Accounting?
Theory of Constraints accounting differs from traditional accounting in that it views accumulating inventory as a bad behavior, and cutting costs as less important than selling goods (again, throughput). Throughput accounting has three core aspects:
- Throughput: All the money received from customers, minus raw materials.
- Inventory: Also called investment, this is money that is tied up in physical things: product inventory, machinery and equipment, and so on. Scrap is inventory until it is sold. Raw materials and products sitting in a warehouse include inventory, which is a liability, not an asset.
- Operating Expense: Money spent to create throughput, or to turn inventory into throughput.
What Is a Drum Buffer Rope System?
Drum Buffer Rope (DBR) is a scheduling and planning tool. As a type of microcosm of constraints, it considers that any system has at least one limited resource. This limited resource controls the output for the entire system, and so it is the drum, setting the beat for delivery. Buffers of time protect the scarcity or drum from disruption. The rope ensures that all other resources are subordinated to the drum; in other words, timed and scheduled to support it.
Other Theory of Constraint Tools: Plant Types Analysis
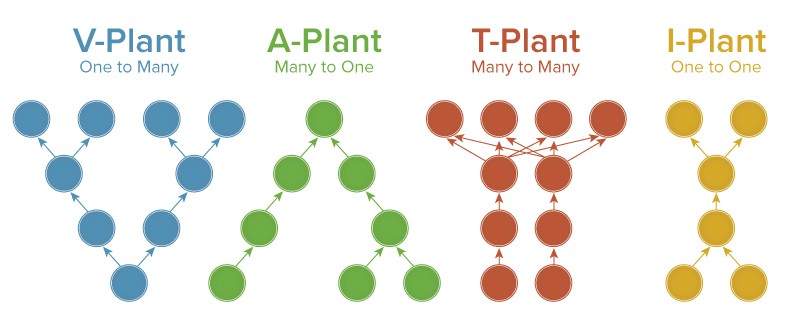
Plant types describe how materials flow through a factory. In Theory of Constraints, this is called the VATI analysis, and can help with scheduling problems. Draw the diagram from the bottom of your page to the top of your page.
- V Plant (One to Many): One material can become many things, a flow of one-to-many. Examples include parts that become radios or milk that becomes ice cream, cheddar cheese, and sour cream. One process may rob resources from another process. After processing begins, it can’t move back through the line to feed another process.
- A Plant (Many to One): This is the true assembly line, where different material or components converge to build one product. Feeding lines must then be timed properly, so the final product has enough materials.
- T Plant (Multiple Lines or Many to Many): One general material flow can split to make many different products. T Plant is true of many manufactured parts, including computers with customizations, such as different colored cases and different speeds of CD/DVD players. Poor synchronization and the robbing difficulties (as one line takes materials from another) can plague T Plants.
- I Plant (Flows in a Sequence): Workflows, as in an assembly line, with steps in sequence. Work moves from one step to the next (one to one). The main constraint is the slowest step. An example of workflow might be a fine-jewelry workshop. Rings are formed, soldered, set with a stone, burnished, and polished.
Theory of Constraints Versus Lean
Practitioners generally consider that a toolbox of varied tools is the most useful. TOC focuses on working with constraints and pushing past them, which leads to greater production,and thereby, greater revenue. By contrast, Lean focuses on eliminating waste, which leads to cost savings. Nave also sees Lean as focusing more on improving flow, and on making small changes in the immediate. “If your organization values a systems approach where total participation is not desired … then TOC might be a good way to start.”
Theory of Constraints Examples
How do you apply TOC methodology to a real situation? Here are Michael Clingan’s manufacturing and healthcare examples of the Five Focusing Steps used to help real businesses improve their performance.
Manufacturing - An aerospace and medical device supplier was losing business.
- Identify: Customers started buying elsewhere because devices were failing.
- Exploit: Company improved product testing and offered better technical support to customers.
- Subordinate: The company used internal resources to create new sub-assemblies (parts made separately to be included in a larger part) to make things easier for customers.
- Elevate: Company maintained stocks to fill orders quickly, and provided a lifetime product warranty. They also hired a new salesperson for the new product line.
- Avoid Inertia: As a result, profits doubled, and sales increased 68 percent over three years. The company then incorporated new sub-assemblies into other products.
Healthcare - A behavioral health facility had a 15-day intake cycle and a 42 percent dropout rate.
- Identify: Initially identified the constraint as the intake coordinator. After walking the intake process (Gemba walk from Lean), the constraint appeared as clinician scheduling. The intake coordinator was merely trying to cover for this, for example, by finding other resources.
- Exploit: Improved clinician effectiveness with voice recognition for note entry, and improved calendaring.
- Subordinate: Created a simple escalation system to use clinicians from other parts of the organization (at bat, on deck, ready, modified from the Drum Buffer Rope tool in Theory of Constraints).
- Elevate: Reduced intake to an hour and eliminated separate appointments. No extra investment was required.
- Avoid Inertia: The intake coordinator had now become the constraint. The exploit included iPad data capture; subordination, the use of reception resources; and elevation, the hiring of an intake coordinator and a treatment coordinator.
Banking scenario offered by Clingan: “Customer engagement directly drives bank revenues. Engaged customers have three or more products and generate 37 percent higher revenues. Retention is also directly related to the number of products a customer has.”
- Identify: Tellers have the most opportunities to interact with customers, but must handle translations as quickly as possible.
- Exploit: The tellers received training in how to handle service issues and sales opportunities.
- Subordinate: Ensured that other staff could assume teller duties, and that the exchange with loan officers and others was a smooth experience for customers.
- Elevate: None necessary.
- Avoid Inertia: A new product became a constraint because the sales training at the exploit stage generated more sales than any other branch of the company.
What Are the Criticisms of Theory of Constraints?
As with any methodology, TOC has its critics. Some complain that TOC offers nothing that couldn’t be extracted from other 20th century methodologies, such as PERT and critical path. In fact, Goldratt dealt specifically with PERT and critical path method in his 1990 business novel, Critical Chain. In it, he posed the question of how, with so many safety buffers built into schedules, PERT and critical path projects still overshot completion dates. His answer: too many buffers caused student syndrome, where people procrastinated because they knew the schedule allowed it. As Graham K. Rand states in an article in the International Journal of Project Management, “In contrast to PERT/critical path method, which may be characterised as dealing solely with certain technical aspects of project management, the application of theory of constraints focuses very much with how senior management deal with human behavior.”
Clingan also notes that since Goldratt created TOC in 1984, a substantial body of knowledge has accumulated, and hundreds of books have been written on it, sometimes with over a thousand pages detailing just one tool or aspect of the theory. That can make it seem inaccessible. “It started so simple and now there’s so much attached to it.”
“I think TOC is a framing tool,” says Clingan. “In a nutshell, sometimes TOC, like other methodologies, is dogmatic about its approach. I think TOC works best when it’s very flexible and says how do we get the best results as soon as we can.”
Theory of Constraints Training and Certification
There are many available paths to proficiency in Theory of Constraints. Some people, such as Michael Clingan, start with self-training, simply by reading The Goal. Often individuals pursue further training after a private consulting firm has taught the methodology in their workplace.
In addition, formal training is offered through worldwide outlets of the Goldratt Institute. At the Institute, practitioners train to become Jonahs, after the mentor in the novel. Advanced practitioners are called Jonah’s Jonahs.
In the early Millennium, Goldratt brought together leading TOC practitioners to create the Theory of Constraints International Certification Organization (TOCICO). Certification involves testing in fundamentals, with supervision of methods and results used in practical projects.
Chuck Werner believes that you should acquire TOC training and certification with a knowledge of Lean tools. “When we say subordinate a bottleneck, how do you do that? How do you balance a line? They say the first step in solving a problem is to recognize that you have one. But if you don’t know what to do about it, all you are is someone who’s frustrated and knows they have a problem.”
Werner also adds that line supervisors who oversee the actual work require TOC training. Problems start at the operator level, but supervisors must recognize when a problem starts to build. “They need to react when it’s still a little pile of stuff and not when it’s a giant pile of stuff, and nothing’s coming out at the end of the line and the customer’s on the phone angry.”
Although TOC may have been more widely discussed in the 1990s, it still carries weight. Clingan says he receives positive comments when people see it on his resume. In fact, in 2011, Time Magazine cited The Goal as one of the 25 most influential business management books. Even Amazon founder Jeff Bezos leads senior executives in reading the book.
Clingan suggest that viewing the Goldratt website materials and taking classes through private trainers is an excellent start to learning TOC. “I think that the best thing I can say is to jump in,” he says. “Buy The Goal, read it, and actually start applying it. Walk through the organization and try to identify the constraints. Walk through with other people and try to look at it from a client’s or customer’s perspective and try to identify the constraint or bottleneck area that’s preventing you from doing more for your customers.”
Theory of Constraints Resources
Eliyahu Goldratt was a prolific writer and speaker. Three of his books are listed here; in addition, you can find videos of his speeches on YouTube.
The Goal
What is This Thing Called the Theory of Constraints?
Critical Chain
Resource by Other Authors
Theory of Constraints Handbook
ABC’s and 123’s of Process Improvement - coming soon
Why Smartsheet Is a Useful Tool for Practicing Theory of Constraints
Empower your people to go above and beyond with a flexible platform designed to match the needs of your team — and adapt as those needs change.
The Smartsheet platform makes it easy to plan, capture, manage, and report on work from anywhere, helping your team be more effective and get more done. Report on key metrics and get real-time visibility into work as it happens with roll-up reports, dashboards, and automated workflows built to keep your team connected and informed.
When teams have clarity into the work getting done, there’s no telling how much more they can accomplish in the same amount of time. Try Smartsheet for free, today.