What Is Lean Manufacturing?
Lean manufacturing, also known as lean production or simply lean, is a management philosophy based on the idea of maximizing efficiency without compromising productivity. This approach originated in Japan at Toyota Motor Company.
Western manufacturers began learning about lean in the early 1990s. Other companies have embraced lean and given it a branded name, such as the conglomerate Danaher Corporation with its Danaher Business System.
Project Management Guide
Your one-stop shop for everything project management
Ready to get more out of your project management efforts? Visit our comprehensive project management guide for tips, best practices, and free resources to manage your work more effectively.
What Is the Purpose Of Lean Manufacturing?
Lean seeks to make manufacturing more efficient by reducing waste, which lean practitioners define as efforts, resources, actions, or processes that do not add value to a manufactured product.
“Going lean,” or making a lean transformation, means rethinking business processes to cut waste and make them more efficient, ultimately boosting the bottom line.
Lean manufacturers set a goal of zero waste. In reality, this may be impossible, but the efforts seek to whittle away waste incrementally in a continuous pursuit of this goal.
Most manufacturers have a big opportunity to cut waste. The Lean Enterprise Research Centre at Cardiff University estimates that 60 percent of production activities in the typical manufacturing operation are wasteful, meaning they do not add value that the customer would pay for.
Known as muda in Japanese, waste in lean comes in many forms, such as wasted motion, overprocessing, and excess inventory.
Lean looks at production as a system, specifically as a value stream. The value stream is the network of processes that add value to a manufactured product.
How to Think about Lean
Many people struggle to understand lean, in part because the term’s meaning can vary depending on who is using it. There are four main visions of lean:
Being Lean: First, there’s lean as a hypothetical future state, where business processes are perfectly efficient, delivering pure value and creating zero waste.
Becoming Lean: Secondly, lean represents a process of continuous change in which lean champions keep striving toward a goal that’s impossible to reach. Real improvements are made en route to the ideal lean state.
Doing Lean: The third view frames lean as a set of tools and techniques to increase efficiency. This view of lean is the most narrow because it eschews lean as a way of thinking and instead treats it merely as a tool to meet a specific end.
Thinking Lean: Lastly, there’s lean as a philosophy. This view encompasses all three of the views above: It stresses the idea that although no process is ever perfect, manufacturers can keep improving efficiency and productivity by using lean techniques to continuously strive to reach a perfect state. Continuous improvement is a pillar of lean philosophy.
How Can Lean Manufacturing Help a Company?
While reducing waste has obvious financial benefits, lean offers many other advantages, too. It can help a company produce higher-quality products, speed up processes, increase agility, morale, and safety, improve customer service, and be more environmentally friendly.
In a 2001 paper for the American Society for Quality’s Lean Enterprise Division, lean practitioners Drew Lathin and Ron Mitchell of the Lean Enterprise Action Network said that traditional mass producers could expect to achieve a 90 percent reduction in inventory, a 90 percent reduction in lead time, a 90 percent reduction in the cost of quality, and a 50 percent increase in labor productivity.
Here are some of the most compelling reasons manufacturers adopt lean:
Higher Quality: As part of the drive to reduce waste in the form of defective products or items that need to be scrapped or reworked, lean leads to creating higher-quality products the first time around. The focus on delivering value to customers leads manufacturers to align processes with achieving the best results. Moreover, cutting waste enables you to devote more resources to quality.
Faster Processing: Faster is better, and if a manufacturer can speed up processes without compromising on quality or processing costs, that’s a big win.
Lower Costs: Lean helps match production to demand, so you don’t incur costs storing inventory.
More Agile: Manufacturers can increase their response to market changes because they are not weighed down by large inventories. Plus, when they embed continuous improvement practices (like involving front-line workers in change efforts), they create a culture that is flexible and open to good ideas, no matter what the source.
Morale and Safety: Lean combats disorganized workspaces, thereby boosting productivity. This approach also streamlines production by eliminating needless repetition. These practices boost morale and safety.
Better Customer Service: Lean promotes greater attention to accuracy, efficiency, and quality. This leads to better customer service in the form of getting orders right, delivering them on time, and having products perform as promised. Lean manufacturers improve processes to minimize customer frustration, and they seek to add value to every customer interaction.
Efficient Use of Capital: Less waste means more money to invest in areas of the business that will reap profits.
Environmentally Friendly: Less waste is kind to the environment.
Who Uses Lean Manufacturing?
Although lean has expanded to the service industry, this approach remains closely tied to manufacturing, such as in the Toyota car factories that first made lean famous.
Today, you’ll see many familiar names on the list of companies that use lean. Intel, the world’s biggest computer chip manufacturer, used lean principles to cut drastically the time it took to transition their factories to new chip designs.
Textron, an aerospace and defense conglomerate, uses a statistics-driven approach to lean manufacturing to increase efficiency and minimize unwanted variation from standard product specifications.
Nike used lean principles to make their production processes more sustainable, reducing their energy consumption and cutting waste materials.
Kimberly-Clark, maker of Kleenex, adopted a lean-inspired program of staff engagement and development to boost morale and reduce absenteeism.
Ford, arguably America’s first lean mega-manufacturer, practices lean manufacturing techniques to standardize output, reduce wasted movement, and find use for waste materials.
When Was Lean Manufacturing Invented?
The practices now called “lean” coalesced into a manufacturing system in Japan from about 1949 to 1975, beginning at Toyota. But, the term “lean manufacturing” only came into use in the late 1980s. American John Krafcik, now the CEO of self-driving vehicle company Waymo, coined the name in 1988 when he was an MIT graduate student and published an article based on his master’s thesis about lean manufacturing.
Krafcik’s article entitled “Triumph of the Lean Production System” opened an area of research that would be continued by researchers at MIT’s International Motor Vehicle Program (IMVP). James P. Womack, Daniel T. Jones, and Daniel Roos authored a book called The Machine That Changed the World, which would kickstart a lean manufacturing revolution in the West.
Who Started Lean Manufacturing?
Toyota engineer Taiichi Ohno drove much of the development of what became called the Toyota Production System (TPS), although he drew inspiration from a myriad of places, such as supermarkets and Ford’s early assembly lines. Many other entrepreneurs, engineers, and theorists contributed to lean concepts.
Toyota’s lean pedigree dates to the early 20th century, before the Toyoda family began making cars. At that time, founder Sakichi Toyoda managed a textile factory, and he invented a way to reduce defects in automated production that is still used as a lean technique today.
When, a few decades later, the Toyoda family switched from spinning textiles to building cars, Sakichi’s son, Kiichiro Toyoda, ran into trouble with manufacturing defects. To solve these, he created another lean technique that is still in use today: kaizen improvement teams (kaizen means continuous improvement).
But, lean took off under Ohno, an engineer who rose through the ranks from shop floor to upper management. Drawing inspiration from supermarkets he visited in the United States, Ohno found a way to make car manufacturing profitable in postwar Japan despite low levels of demand. He realized that production should not be determined by sales or production targets but by actual sales results.
This idea was at the core of pull production, a system in which demand triggers production. Pull production became one of the pillars of the Toyota Production System that Krafcik would research many decades later. This approach became known in the late 20th century as just-in-time (JIT) production.
Part of what makes lean successful is that its principles are so easy to understand. Certainly, they were around long before Ohno pulled them together to create a manufacturing paradigm. Benjamin Franklin’s Poor Richard’s Almanack and The Way to Wealth, for example, contain numerous truisms about saving time and not stockpiling goods.
The roots of modern lean thinking in the West predate the 1990s’ Toyota-inspired revolution. Efficiency expert Frank Gilbreth, for instance, devised ways to reduce needless motion, such as the non-stooping scaffold for construction that enabled masons to avoid bending to pick up bricks.
Around WWI, Frederick Winslow Taylor, considered the “father of scientific management,” proposed a system of best-practice deployment in his The Principles of Scientific Management that closely resembles today’s floor-level system of continuous improvements in lean. In fact, industrial engineer Shigeo Shingo, one of the experts of the Toyota Production System, described Winslow’s book as an inspiration.
What partly propelled the push toward greater efficiencies in the West was a growing realization of what cheap labor in emerging industrial economies could do to American workers. At the turn of the 20th century, lean-style management came to be seen as a way to protect American workers. Henry Towne, a President of the American Society of Mechanical Engineers, penned an introduction to Frederick Winslow Taylor’s Shop Management that stated that efficiency was the key to American manufacturing’s competitiveness on the world stage.
Foremost among the pioneers of lean manufacturing in the West was Henry Ford, who, in spite of initially ignoring the impact of waste on his manufacturing processes, later developed a keen eye for waste reduction and the efficient arrangement of the work environment.
One of his greatest achievements as a visionary manufacturer was the standardization of components and the removal of the fitter’s job. Prior to this advancement, an engineer called a fitter had to reshape each of a car’s components and carefully fit them together, since variations in the specifications of components meant that the parts did not normally fit well together.
Ford sought to standardize these specifications, establishing upper and lower specification limits that made car parts interchangeable, eliminating the fitter’s job. Japanese quality expert Genichi Taguchi refined this range-of-specifications concept decades later and demonstrated with his Taguchi loss function that even slight variations from a fixed ideal specification resulted in losses of product quality.
Taguchi’s advances, in turn, sparked a quality movement, spearheaded by the American engineer, statistician, and academic W. Edwards Deming.
While Ford excelled at reducing waste of materials, time, and effort, he was less adept at matching production to demand and reducing inventory waste. Ford Motor required Toyota’s pull production approach in order to fix its overproduction problems.
The Philosophy at the Heart of Toyota’s Lean Manufacturing
Toyota grew into the world’s largest automaker, and its Toyota Production System served as the foundation for this growth. While we have described some of the ideas and techniques at the heart of Toyota’s lean manufacturing approach, it is clear that lean only succeeded at Toyota — and was only imitated by other manufacturers around the world — because lean acts as an overarching management philosophy that focuses on continuous improvement.
TPS emerged from Toyota’s attempt to compete with U.S. automakers. By making low-cost improvements to its business processes, Toyota was able to succeed. Toyota uses the term “true north” to describe the ideal state that these improvements create. True north refers to giving customers the perfect products they demand by using a pull system of JIT production processes. To reach true north, the company must offer ever-higher quality at lower cost with shorter lead times and more choices for the customer.
Driving this campaign of continuous improvement, TPS targets manufacturing wastes, and the reason is clear. As manufacturers get rid of waste, they can improve quality while simultaneously cutting production time and cost. To do this, Toyota developed a variety of lean tools, which led to the view of lean as an efficiency-maximization toolkit.
But, that is only a small part of the Toyota approach to lean. For example, the company uses a mentoring system of senpais and kohais to foster lean thinking throughout the organization.
The senpai-kohai system is native to Japanese organizations; under it, an older, more experienced member of the organization (the senpai) takes a young, inexperienced member (the kohai) under their wing to teach them about the workings and culture of the organization.
Today, organizations outside of Japan use an alternative system called lean sensei, which involves companies that want to undertake lean transformations by seeking outside help from lean experts.
Lean Manufacturing Also Focuses on Smooth Flow of Production
At Toyota, there is also a second, simultaneous approach to lean manufacturing, which is also part of the Toyota way (the company’s overall philosophy).
While the primary lean approach is concerned with waste reduction, the secondary one deals with a Japanese concept called mura, which translates as unevenness. Mura describes a lack of uniformity in workload for either people or machines; fluctuations in demand, productivity levels, and staffing typically cause this mura or inconsistency.
Mura and muda are connected in that disrupting a value stream for any reason creates waste and smoothing the flow of production tends to expose defects that go undetected when there are long wait times.
The mura approach of smooth flow is much less known outside of Japanese manufacturers because there is no easy toolkit to deal with mura problems, and process smoothing is a specialized activity that calls for persistence and extensive learning.
This complexity is one reason why the Toyota brand of lean manufacturing is often misunderstood by people who subscribe to a lean-as-a-tool approach. Another barrier is that
Toyota, like other Japanese firms, possesses a unique organizational structure and workplace culture that makes their lean system difficult to understand in context.
Moreover, Toyota did not write down its lean principles for many decades, and staff passed down these practices through observation and personal instruction. These factors explain why TPS remained shrouded in mystery, likely adding to its mystique.
In a 1999 Harvard Business Review article, in an attempt to demystify TPS, management scholars Steven Spear and H. Kent Bowen used four rules to describe what they called the TPS’ DNA. Here are their four rules:
The content, sequence, timing, and outcome of all work are highly specified.
Customer-supplier connections must be direct, with an unambiguous yes-no request and response system.
Pathways for all products and services must be simple and direct.
Any improvements must be implemented using the scientific method; that method can only be learned under an experienced teacher’s guidance. The teacher must be directly above the pupil in the organization’s hierarchy.
What does all this mean? In practice, the rules translate to the following: using a pull approach to manufacturing and maintaining a smooth flow, ensuring the regularity of supply by building relationships with suppliers, guaranteeing that only defect-free articles are passed onward through production, minimizing waste, leveling workloads, and subscribing to a philosophy of continuous improvement.
What Are the Eight Wastes of Lean Manufacturing?
Toyota has developed a highly nuanced and specialized vocabulary for waste. In Toyota’s original definition of muda, there are seven wastes: transport, inventory, motion, waiting, overprocessing, overproduction, and defects. You can remember these wastes in the order outlined above by using the mnemonic TIMWOOD.
Transport: Unnecessary movement of products
Inventory: Cost of storing surplus product
Motion: Unnecessary bodily or mechanical movement
Waiting: What happens when products don’t progress smoothly through the manufacturing process
Overproduction: What happens when production outstrips demand
Overprocessing: Undertaking production activities that don’t add any value to the product
Defects: Failure to meet product specifications
Lean thinkers in the West have proposed additions to the original seven wastes. James P. Womack and Daniel T. Jones, for example, added an eighth: goods and services that do not meet customers’ needs.
The lean-related Six Sigma school added non-utilized skills, wasted talent, or a mismatch of talent and tasks as an eighth waste. Some practitioners also cite wasted space.
In 1999, Geoffrey Mika, an author of several influential books on lean, suggested an additional three wastes:
The waste of an employee’s ability to participate because they are not allowed to contribute ideas outside of their narrow role.
Waste from deliberate or inadvertent time-wasting on computers, which includes everything from trying to get up to speed on new systems to surfing Facebook.
Waste from not using appropriate metrics to measure work performance, thus not having relevant benchmarks or performance goals to work toward. (For a complete discussion of the right metrics to use with lean processes, see this article on lean process improvement.)
Among the other enemies of lean production, Toyota identified mura and muri. As we discussed, mura is unevenness that can arise when the capacity of different points on the production chain vary, creating bottlenecks and backing up the production queue.
Muri means overburdening and arises when people or machines are overworked. This can be devastating to human health, morale, and machine health. For example, not automating simple processes and instead assigning them to an already busy individual results in muri.
Muda, mura, and muri are related. One helpful way of thinking about these interconnected concepts is as a loss of labor or work capacity. This type of loss can occur in a variety of ways:
Social Loss: This occurs when employees (usually managers) waste time in meetings.
Utilization Loss: This waste of production capacity usually occurs when production supervisors fail to properly plan materials or machine maintenance.
Performance Loss: This occurs primarily when people do not follow standard procedures.
Method Loss: This describes when product design makes manufacturing difficult.
Planned Loss: This represents scheduled downtime.
Stop Loss: This refers to the time that’s wasted due to machine changeovers or breakdowns.
Speed Loss: This happens when people operate equipment below the designed speed.
Quality Loss: This is waste due to defective parts and materials.
The lean concept of the Six Big Losses are those that you can reduce without compromising machine or employee health. They include breakdowns, setups or adjustments, speed losses, small stops, defects that occur during production, and defects that occur at the beginning of production as equipment warms up and operators get up to speed.
The Five Stages of a Lean Manufacturing Effort
At this point, you are probably wondering how you can apply lean manufacturing to your own business. There are five stages to a typical lean manufacturing effort that are broadly applicable to any size organization. They give an idea of what a lean transformation entails:
Define the Value of a Product to Customers: Any lean effort must begin with an evaluation of the product characteristics that customers value. Manufacturers come to understand which of their activities are value-adding or wasteful.
Map the Value Stream: The value stream is the network of processes that adds value to a product. Since these can be complex, a technique called value stream mapping helps make all the steps in the value stream visible. A value stream map looks like a complex flowchart, with many inputs that can show where inefficiencies occur.

Create Flow: Redesign processes so production flows. Creating flow means that negligible time is wasted between processing steps and that work in process is not held up by variations in capacity at different stages of production.
Establish Pull: Establishing pull and smooth flow go hand in hand. You cannot foster smooth flow without determining output based on customer demand. This causal connection is what defines a pull system.
Pursue Continuous Improvement: The lean philosophy dictates that you maintain and incrementally advance a lean state, which is impossible without a commitment to remaining devoted to lean in the long term.
What Are the Tools of Lean Manufacturing?
A wide variety of lean tools exist, but there are three in particular that provide the foundation for nearly all of the lean processes: kaizen, 5S, and kanban. We will discuss these tools and many others in detail below.
When people talk about lean transformations, they’re rarely referring to the kind of organization-wide change that the term actually implies. Instead, they’re typically looking for improvements or fixes that they can implement easily and relatively quickly by using lean tools.
There are pros and cons to this quick-fix approach. Lean tools, even if not employed as part of a holistic lean approach, can be extremely useful. But, it’s also important to understand that without an overarching lean philosophy and orientation toward lean thinking, the tools provide only limited, short-term benefits.
Nine Lean Manufacturing Principles and Techniques
The best way to use lean tools is to understand that they are means to enact the principles of lean philosophy, not a replacement for a lean philosophy or a lean culture. Some lean practitioners emphasize nine lean principles and techniques:
Cut out waste
Improve continuously
Respect the role of people
Level production
Practice pull or just-in-time (JIT) production
Limit work in progress to a single unit (one-piece flow)
Build quality into your processes
Error-proof your processes (poka-yoke)
Use automation with a human touch (jidoka)
Before we discuss the major lean tools and techniques in depth, we’ll explain the three basic techniques that underlie almost all other lean processes: kaizen, 5S, and kanban.
What Is Kaizen in Lean Manufacturing?
Kaizen means improvement in Japanese. In lean organizations, the term describes an organization-wide state of continuous, incremental improvement. The state is continuous because anything else would result in complacency.
In Japanese organizations, kaizen is a philosophy or mindset practiced at all levels by all staff because the incremental nature of improvements means that they can snowball into big advances. Think of kaizen as the philosophical framework within which you use lean tools. Kaizen is not just a problem-solving technique — even though that may be the end result — but about improvement for its own sake.
In the West, however, kaizen refers less to a philosophy and more to a discrete event or action plan. These kaizen events (or kaizen blitzes) last about a week. During this time, kaizen teams attempt to improve an existing process. This version of kaizen tends more toward corrective action than toward improvement for improvement’s sake.
Management sponsors a kaizen event, and a trained facilitator conducts it. A typical kaizen event usually lasts about five days. A typical program would include the following:
Day 1: Data gathering and analysis
Day 2: Analysis and hypothesis testing
Day 3: Implementing process design changes
Day 4: Refining process redesign and preparing operating instructions
Day 5: Presenting and holding a celebratory dinner
Use this kaizen event checklist to guide the planning of your initiative. This template guides you through the key activities that need to happen before, during, and after a kaizen event.
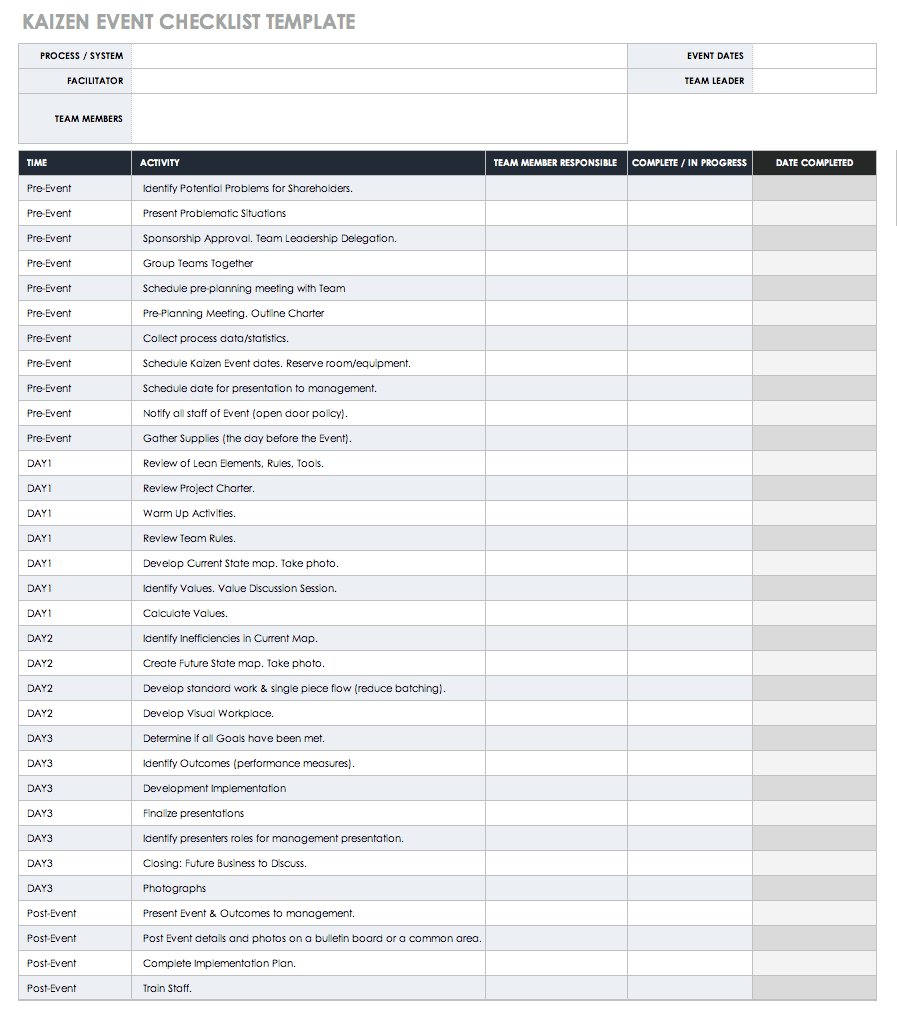
Download Kaizen Event Checklist
What Is 5S in Lean Manufacturing?
5S is a popular workspace organization technique that can be employed everywhere from kitchens to classrooms. This method increases productivity and customer satisfaction while making the workspace safer. In manufacturing setups, you implement the 5S activities using tools and equipment.
5S derives from five Japanese words: seiri, seiton, seiso, seiketsu, and shitsuke. In English, they translate to the following:
Sort: Decide which tools are necessary or useful and which are not. You may discard, put in storage, or reassign anything that’s not obviously useful.
Set in Order: Assign each tool its own place, depending on frequency-of-use category and potential to cause harm.
Shine: Keep the workspace clean and ready for use.
Standardize: Have all workspaces follow the same pattern of organization, usually with visual aids. Now, any worker can use any workspace because you have arranged them all identically.
Sustain: Regularly practice the four previous steps. Some organizations conduct 5S workspace audits to make sure that employees are following 5S.
5S is usually used in combination with a closely related technique called visual workplace. A visual workplace is one that is organized using simple visual cues, such as floor markings, color-coding, signs, shadow boards, and toolbox foam.
Floor markings indicate workspace boundaries and areas of danger; color-coding can be used to categorize. Shadow boards and toolbox foam show where work tools go and make it easy to spot any that are missing.
What Is Kanban in Lean Manufacturing?
Kanban is perhaps lean’s most popular tool. It’s a production coordination technique that uses visual aids to create a pull manufacturing system and is central to JIT manufacturing.
Kanban uses Kanban cards to represent items or batches of work and a Kanban board, which shows columns for different stages of the manufacturing process. Staff members move the cards across the board as the work items they represent move through production.
You should only move work items to the next stage when there is capacity to receive them downstream; the Kanban board and cards make this very easy to do, since they show how many work items are in each stage of production at any given time. You only create new Kanban cards when there is demand — hence the pull approach.
What Are Lean Manufacturing Techniques?
Beyond kaizen, 5S, and kanban, the three big tools that anchor the majority of lean processes, lean manufacturing harnesses dozens of techniques. In this article, you will find a comprehensive collection of more than 45 lean techniques, such as value stream mapping and pull production. We discuss many of the significant ones below.
What Is A3 in Lean Manufacturing?
A3 is a problem-solving technique from Toyota. It’s named after the paper format on which you perform the technique (A3 paper measures 11 by 17 inches). A3 consists of seven steps (see below), and you can use this flowchart template to walk you through them.
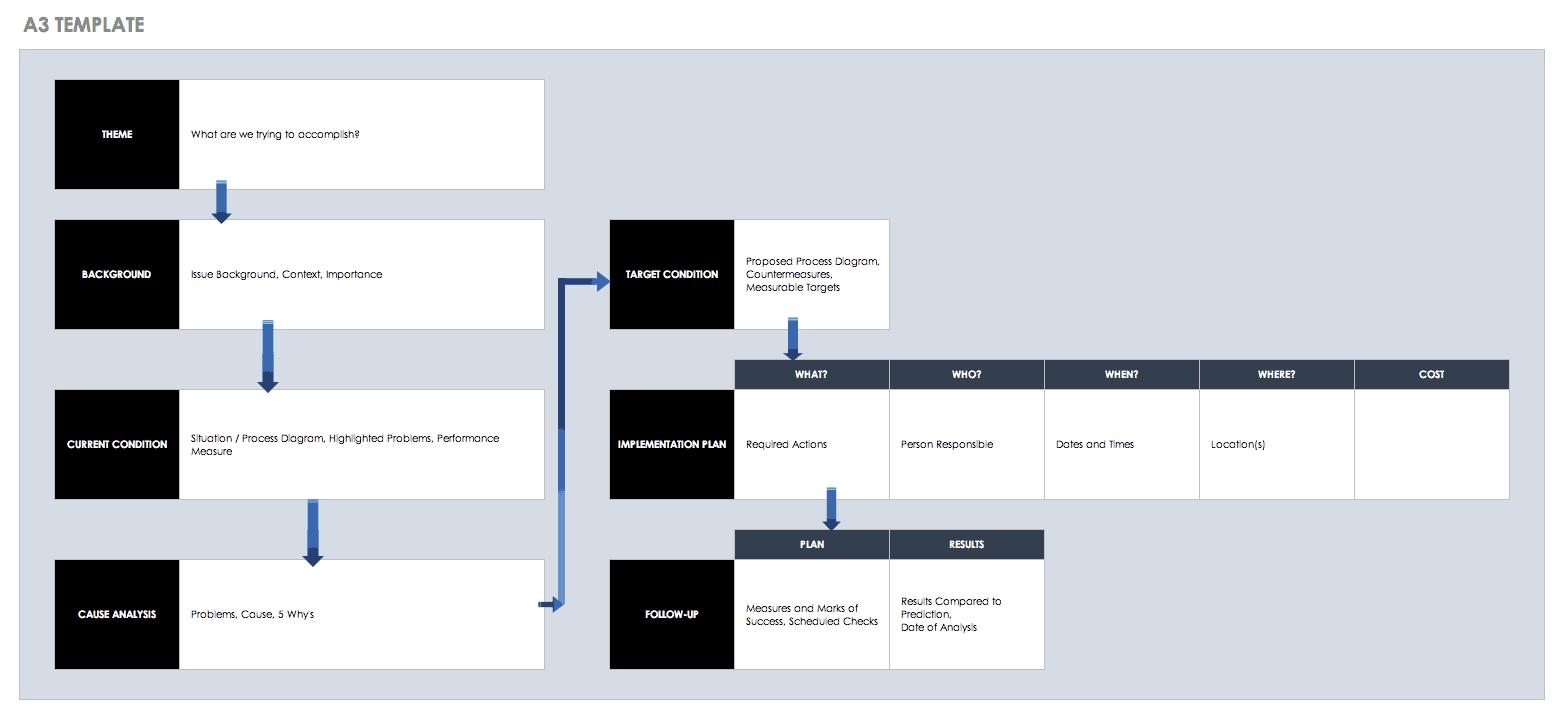
Download A3 Template - Excel
Defining the Problem: Why does it need solving, and what are the benefits of solving it?
Breaking It Down: Do this in order to see whether the indicator of the problem is the problem itself or simply a symptom of another issue.
Setting a Target: Do this so you can see what the process will look like once you’ve solved the problem.
Investigating the Root Cause: You can get to the root cause of the problem, usually using a technique called the five whys. For each event leading up to the symptom or problem that occurred, you answer the question “Why?” five times. You can use this template to guide you through the process and get to the root of the problem.
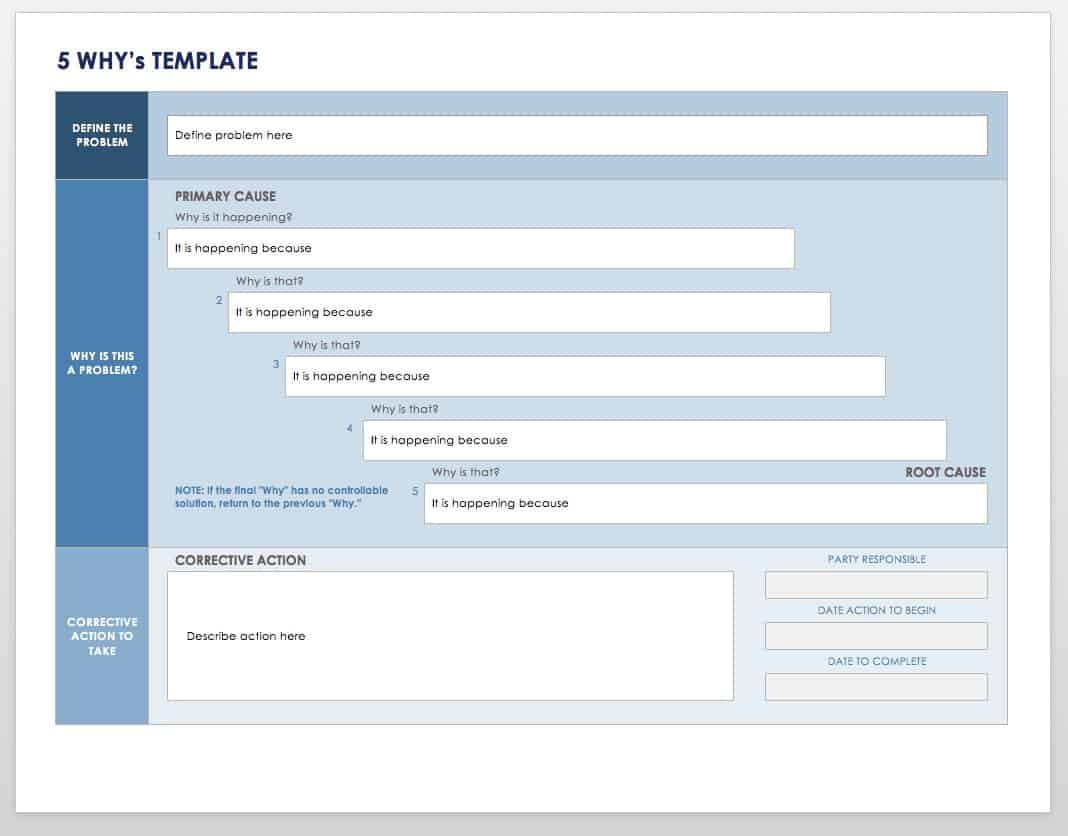
Download 5 Whys Template
Excel | Word | PDF | Smartsheet
Proposing Corrective Actions: Once you propose corrective actions, test them.
Monitoring: Monitor the outcomes of the proposed corrective actions.
Standardizing the Optimal Solution: Once you have found the best solution, standardize it.
What Is DMAIC in Lean Manufacturing?
DMAIC (pronounced “duh-MAY-ick”) is a cyclical quality maintenance and improvement technique that professionals use in Six Sigma. Six Sigma is a process quality improvement methodology that overlaps substantially with lean. Because Six Sigma is a statistical methodology, DMAIC is highly data oriented. A DMAIC quality improvement cycle has five stages:
Define: Zero in on the opportunity to improve quality, the resources to solve it, and the deadline.
Measure: Determine the current quality performance and its deviation from the desired performance.
Analyze: Use root cause analysis to look at the process and dig down to the primary cause of the quality issue.
Improve: Enhance the process by brainstorming, testing, and implementing improvements to the root cause.
Control: Direct the process if the improvements work, locking the upgrades into place to create a new process state.
You can download this template to work through your own DMAIC process. Fill in data under the columns provided (define, measure, analyze, improve, control) for each step.
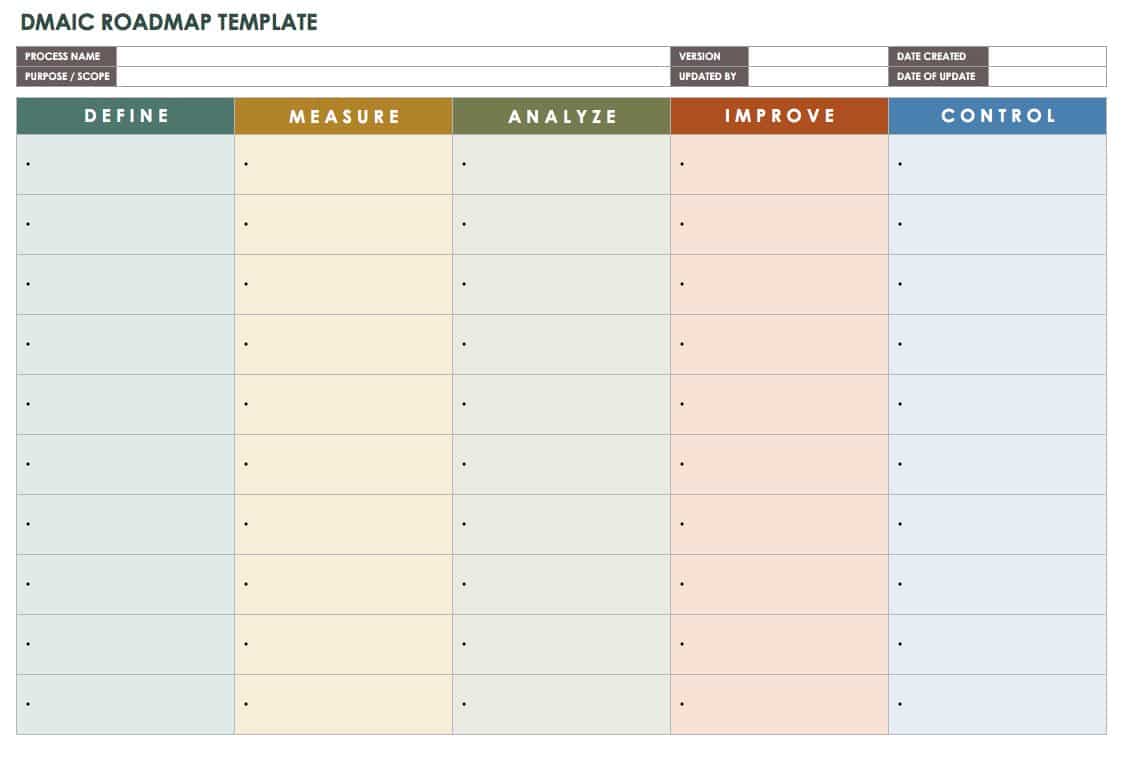
Download DMAIC Roadmap Template
What Is Standard Work in Lean Manufacturing?
Standard work seeks to establish a set of working best practices for all workers or operators performing an identical task; these are also known as standard operating procedures. The idea is to maximize output and utilization by having everyone work in the same optimal manner. But, there are other benefits too, including greater safety, more consistent quality, increased worker discipline, and more accurate cost, time, and capacity estimating. Arriving at standard work requires using some of the other lean tools we discussed.
Establishing a standard work procedure involves comparing the times taken to perform the same task in a few different ways. Once you find an optimal version, you document it and train all workers to follow it. Management may track work performance data to see if it’s in line with what standardized work practices would predict.
What Are Time Studies in Lean Manufacturing?
Time studies, sometimes also called time and motion studies, are closely related to standard work. Time studies observe cyclical processes — usually human ones — with a timer to assess how much time the process takes. If you’re observing people, your study may also monitor how many steps or other motions are involved to make sure there is no wasted effort. These studies determine the elements or steps that comprise the manufacturing process and the order and manner in which they are performed. You may do this either to establish standard work procedures or to see that staff members are following existing procedures. Time studies may also provide a baseline process time for lean improvement efforts, which may attempt to eliminate some steps, combine or reorder others, and simplify complex ones. You can gather time study data through either human observation or motion study software.
What Is Work Sampling in Lean Manufacturing?
Work sampling is similar to time studies but has a different focus. A work sample tracks how an individual worker or operator spends their time over a day, taking records of activities at fixed intervals. The record of time spent is then analyzed to find the proportion of time spent idle, working, and on auxiliary tasks. The idea is to determine whether time is being well spent or not. If time is not being well spent, the goal is to figure out what an employee can do to devote more time to core work duties.
What Is Hoshin Kanri (Policy Deployment) in Lean Manufacturing?
Hoshin Kanri translates high-level lean manufacturing objectives into low-level actionable strategies. To do this, Hoshin Kanri uses a four-step policy strategy:
Top management creates a strategic plan with a small number of goals.
Middle management develops tactics that they believe will help achieve these goals.
Supervisors and shop floor leaders work out the technical operational details that will enable execution of the tactics and the high-level strategic plan.
Status updates from the shop floor are fed back to the upper management.
What Are SMART Goals in Lean Manufacturing?
The acronym SMART describes goals that are specific, measurable, achievable, relevant, and timely. Hoshin Kanri and other lean manufacturing improvement programs use SMART goals as a starting point. For more information on SMART goals, see this article.
What Is Poka-Yoke (Error Proofing) in Lean Manufacturing?
Defects are a source of waste. A poka-yoke or error-proofing device stops work from proceeding incorrectly or quickly checks the specifications of an article of work before it is passed on to the next workstation, identifying any improperly made article. Here are some examples of poka-yoke:
A sensor on manufacturing equipment that prevents a process if one inserts materials incorrectly
A measuring mechanism that ensures one drills holes properly
A weight check that confirms that one has added the right amount of material
An indicator that one has performed a process a required number of times, for example, an operator packaging bolts by fives to ensure they have installed what’s required
A trigger that stops production if one detects a problem
What Is a Bottleneck Analysis in Lean Manufacturing?
A bottleneck analysis is a highly specific problem solving technique that targets process bottlenecks – places where a limited capacity holds up processes downstream. Bottleneck analyses are a kind of root cause analysis, where the goal is to identify what is causing the bottleneck and fix or eliminate it. Bottleneck analysis requires extensive data collection and processing, and there are computer programs that are designed specifically to conduct these analyses.
Elimination of Time Batching and the Use of One-Piece Flow in Lean Manufacturing
Time batching, where you focus on one task at a time, is a great technique for improving your productivity as an individual since it means less time wasted switching focus from task to task. In manufacturing, however, where processing can be done at multiple different workstations with each performing a different task, time batching holds up work and makes producing a single unit of product take longer. A more efficient solution is one-piece flow, where a single unit of work is moved downstream from process to process, not as part of a batch but as a single piece. With one-piece flow, work articles do not spend time sitting around waiting for other articles in the batch to be completed; they keep moving.
Mixed-Model Processing in Lean Manufacturing
Mixed model production entails assembling different models of a product on one assembly line without changing over equipment. Manufacturers sequence this work so that demand for upstream components flows smoothly and the rate of production for each model matches customer demand. Inventory stays low, and customers don’t have to wait long. For this reason, mixed model processing works well when the production schedule is coordinated with shipping dates.
Single-Minute Exchange of Dies (SMED) in Lean Manufacturing
SMED is a lean method for fast manufacturing equipment changeovers. Single minute refers to the goal of changeover times in the single digits or less than 10 minutes. Under SMED, as many steps as possible in the changeover are done with the equipment running. This approach reduces downtime, enables more frequent product changes on an assembly line, smooths startups, and cuts inventory. SMED is often incorporated into mixed model processing.
Cellular Manufacturing and Rank-Order Clustering in Lean Manufacturing
Cellular manufacturing is an approach to manufacturing that involves placing equipment and workstations so that a group of machines required to produce one component are in proximity to each other, typically in a U shape. The proximity reduces travel time for units of work in progress and facilitates rapid communication between operators of the different machines. Rank order clustering is the use of an algorithm to design manufacturing cells.
Single-Point Scheduling in Lean Manufacturing
Single point scheduling reduces production fluctuations caused when scheduling occurs at multiple points in the value stream. With a single point scheduling system, a demand for output is generated at a single point located upstream, which is known as the pacemaker. The pacemaker is the only signal for starting new work and is linked with demand to maintain a pull manufacturing approach.
Multi-Process Handling in Lean Manufacturing
In a conventional manufacturing setup, each operator is only trained to work on a single production step. With multi-process handling, operators know how to work on multiple steps that occur in sequence. The idea is to have a single operator accompany the same article through several different production steps, usually to increase flow and eliminate information handoffs.
Total Productive Maintenance (TPM) in Lean Manufacturing
Total productive maintenance (TPM) strives to keep value-generating equipment in prime working health and sustain peak productivity. The aim of TPM is to reduce waste that occurs through machinery breakdown and employee overwork.
Use this template to track equipment downtime by filling in data for dates, shifts, product or process, equipment, and issue.
Download Equipment Downtime Tracker Template - Excel
Production Control Charts in Lean Manufacturing
A control chart shows the frequency of specific occurrences or how quantities vary over time. In lean manufacturing, the charts are used to keep track of process metrics and keep a check on mura. A control chart that remains fairly steady over time has low mura; one with large fluctuations has an evenness problem. By tracing fluctuations back to specific points in time, control charts can help identify causes of mura.
Autonomation (Jidoka) in Lean Manufacturing
Jidoka translates to autonomation or automation with a human touch. Autonomation was the Toyoda family’s attempt to gain the speed and cost reductions of automation while not sacrificing quality, since automated processes can churn out defective goods for a while before they are discovered. Their solution was to automate processes, but halt them when a defect was detected by a machine. At that point, a human worker would intervene to repair the defect and manually restart the process. In this way, a single human operator could oversee many machines.
Gemba Walks in Lean Manufacturing
The Gemba Walk involves upper management walking the shop floor, so they can observe work as it happens. The idea is for organizational leadership to develop an understanding of the work process while engaging with employees. Results include more realistic goal setting and higher employee morale. Use this Gemba Walk template to record observations, gather information, and pinpoint issues that need addressing.
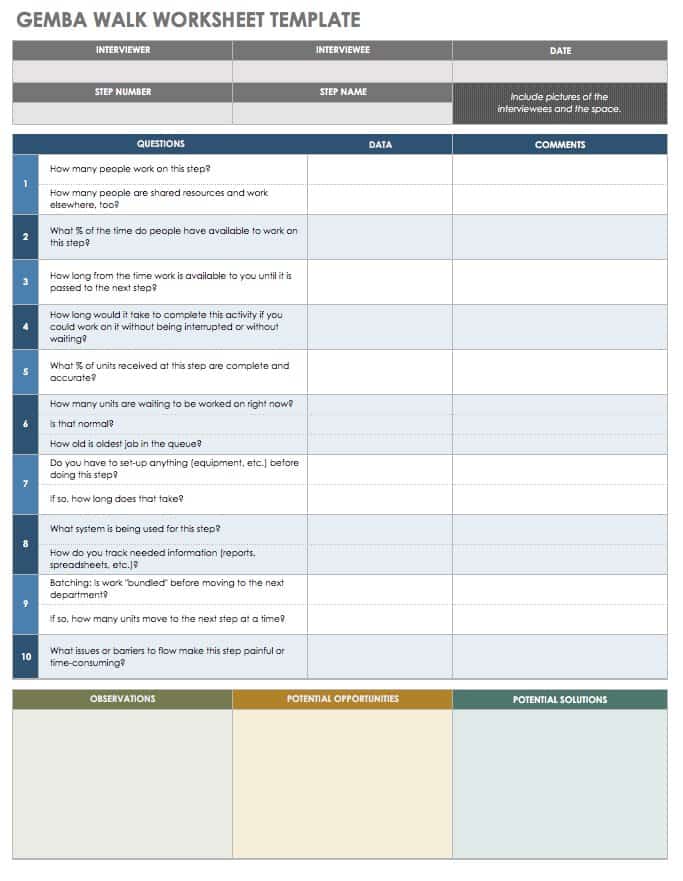
Download Gemba Walk Worksheet
Takt Time in Lean Manufacturing
Takt time is a cadence, the measure of how long (on average) a single unit of product should take to process. Calculate this time by dividing the total time available by the number of units that need to be produced in that time. The takt time is used to set productivity benchmarks, though it is normally adjusted downward to account for downtime.
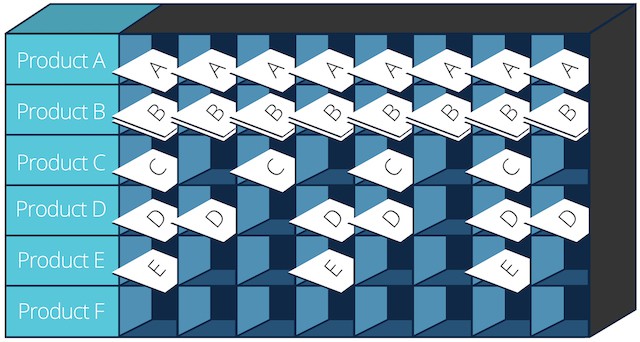
Production Leveling (Heijunka) in Lean Manufacturing
Production leveling is the systematic attempt to smooth the flow of production to reduce both mura and muri. There are two methods of leveling production.
The first is leveling by volume, which takes average demand over a period of time and comes up with an average required daily output based on that figure; the result is less mura and muri, but with increased muda in the form of inventory.
The other method is leveling by type, which is when several different product types need to be leveled. To manage this, Toyota developed the Heijunka Box, a tool that distributes Kanban cards at regular time intervals to level production flows across a number of different product types.
Andon in Lean Manufacturing
Lean uses a visual system to highlight manufacturing problems. The andon is a system that can be activated by workers or operators to notify everyone to stop work immediately because there is a problem, like a train’s emergency braking system. Some andon systems may activate automatically when a serious problem is sensed. Andon systems are designed to stop faulty processes immediately, so staff can quickly fix it.
Deming Cycle/PDCA/PDSA in Lean Manufacturing
The Deming Cycle is a framework for continuous process improvement. Manufacturers use this scientific methodology for rolling out, testing, and implementing process improvements.
The Deming Cycle includes four stages:
Plan: Come up with a proposition to improve a process.
Do: Enact that proposition.
Check/Study: Observe and measure the metrics of the amended process to see whether an improvement has indeed resulted.
Act: If an improvement has indeed resulted, make the change permanent. If it has not, go back to the drawing board.
Ishikawa Diagram/Fishbone Diagram in Lean Manufacturing
Another lean visual analysis technique, a fishbone diagram is used to brainstorm and communicate possible root causes of a problem. The diagram looks like a fish’s skeleton. The problem is written at the head, and possible causes branch off from the fish’s spine by categories.
To use this technique yourself, download this fishbone diagram template and list factors that cause the issue you are addressing the space.
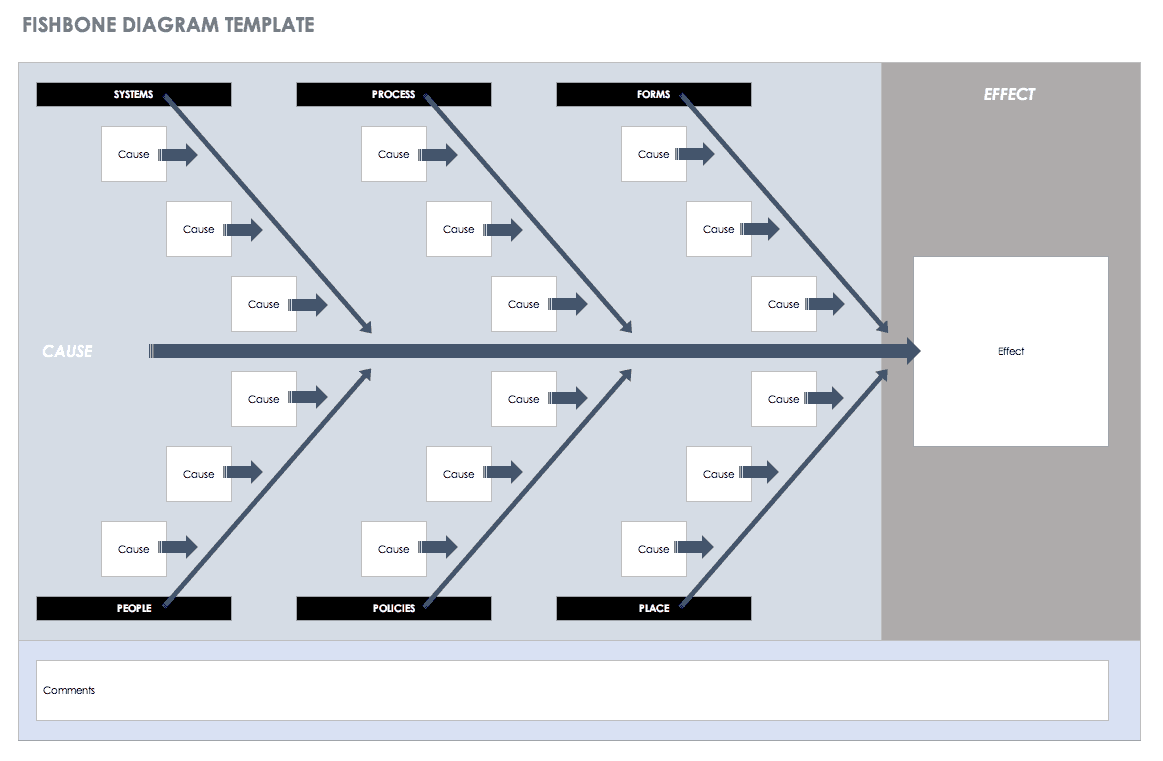
Download Fishbone Diagram Template - Excel
Lean KPIs (Key Performance Indicators) in Lean Manufacturing
For lean manufacturers to know when process improvements are working, managers need data on operations. Collecting and tracking key performance indicators is a core lean practice. There are many metrics popular in lean, and here are some of the ones most commonly tracked on lean production dashboards:
Change Over Time
Cycle Time: Duration of one complete process cycle
Throughput: Units produced per unit time
Utilization of Capacity
Overall Equipment Effectiveness (OEE): A percentage-based index of speed, output quality, and downtime
Production Attainment: The percentage of a production target was met in the targeted time
Planned Maintenance Percentage: The percentage of maintenance hours spent on planned work
Availability: Ratio of operating time to planned production time
First-Pass Yield: Percentage of products that are manufactured correctly the first time
Overall Yield: Percentage of products that end up being acceptable, including those needing rework
Customer Returns
Supplier Quality Incoming: The percentage of supplied materials that are of satisfactory quality
On-Time Delivery Percentage
Use this lean manufacturing dashboard template to track KPIs on your production.
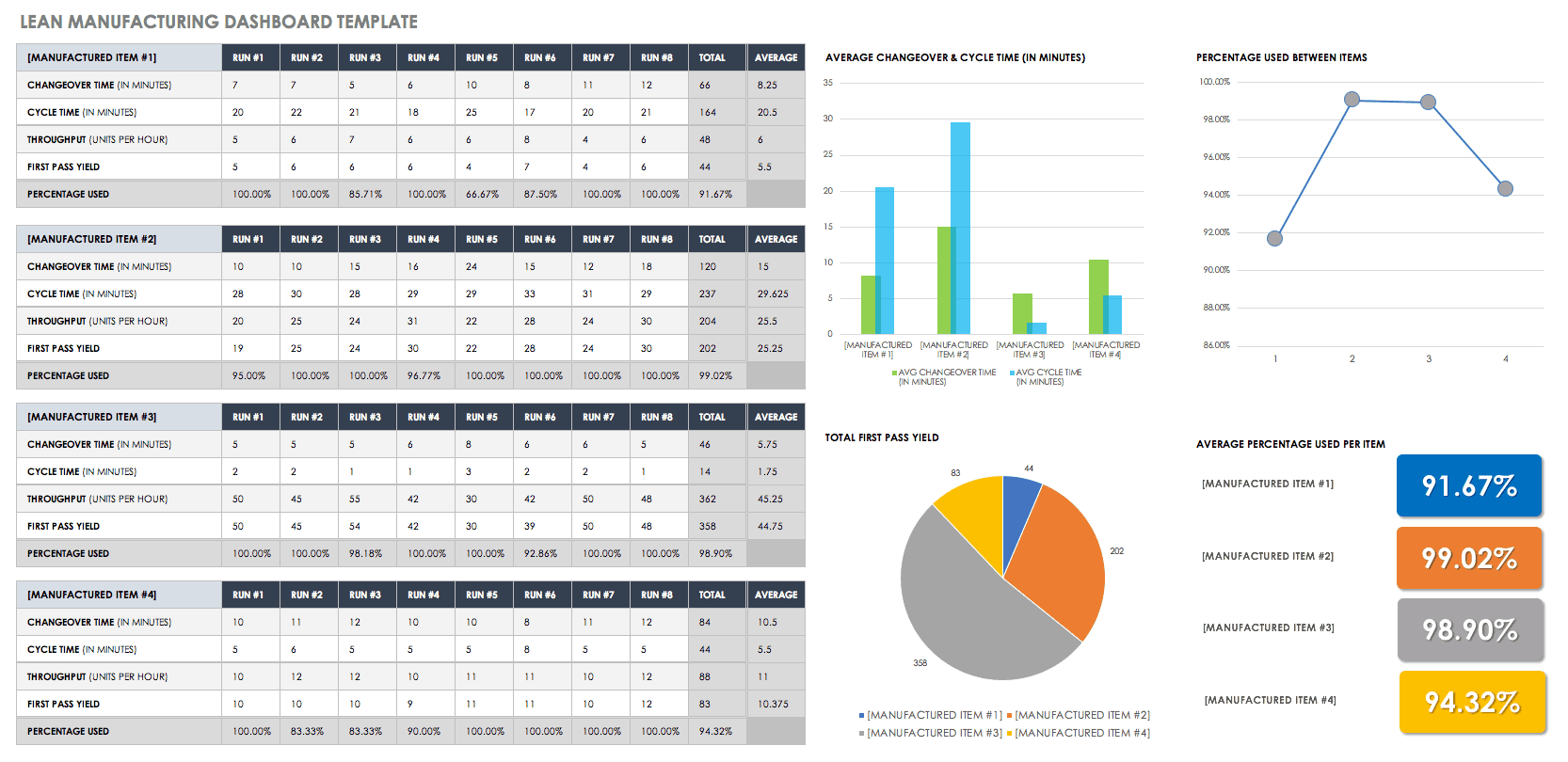
Download Lean Manufacturing Dashboard Template - Excel
Fixed Repeating Schedule (FRS) in Lean Manufacturing
Fixed repeating schedule (FRS) is a production schedule that is repeated consistently to realize gains from economies of repetition – the truism that practice enables people to do a task faster.
Demand Management in Lean Manufacturing
Demand management is critical to pull manufacturing approach. This practice attempts to measure true demand, enabling production and supply to accurately meet demand levels instead of overshooting or falling short. Demand management comprises many activities but broadly involves aligning sales, marketing, and order communications with production.
Lean Manufacturing Audit
A lean manufacturing audit checks whether lean practices are being followed correctly in an organization. Senior management or a third-party audit team would typically conduct these audits. Some organizations conduct these at regular intervals.
How to Pick the Right Lean Manufacturing Tools
Depending on your needs, some lean manufacturing tools may be more relevant to your workplace than others. Consultants can help you get going with lean transformation.
If you are interested in doing it yourself, use this matrix to guide your selection of tools. First, look in the left-hand column for the goal or objective you want to achieve. Then, within that category, review the right-hand column for specific benefits and reasons to use the technique.
| Focus of Lean Improvement | Technique | Why Use It? |
|---|---|---|
| Manufacturing Quality and Process Efficiency | Poka-Yoke | Catch human error at the source |
| Deming Cycle | Improve process efficiency or quality | |
| DMAIC | Improve process quality | |
| One-Piece Flow | Improve process flow and responsiveness | |
| Kaizen (Blitz) | Improve any aspects of a process incrementally | |
| SMED | Decrease changeover times | |
| Mixed- Model Processing | Improve process responsiveness and decrease delivery times | |
| Kanban, Single-Point Scheduling | Improve any aspects of a process incrementally | |
| Production Leveling | Decrease mura | |
| Demand Management | Improve process flow, coordination, and profitability | |
| Workspace Efficiency | 5S | Improve workspace organization for ergonomics, safety, and efficiency |
| Cellular Manufacturing | Improve workstation placement for efficiency | |
| Multi-Process Handling, Fixed Repeating Schedule, Standard Work, Time Studies, and Work Sampling | Increase operator efficiency | |
| Total Productive Maintenance | Maintain equipment and worker health | |
| Andon | Provide rapid stopping mechanism | |
| Jidoka | Automate without compromising on quality | |
| Lean/5S Audit | Ensure compliance with protocols | |
| Problem-Solving | A3 | Use problem-solving framework for small problems |
| Ishikawa Diagram | Use brainstorming technique for hypothesizing root causes of a problem | |
| Bottleneck Analysis | Engage in in-depth analysis of process bottlenecks | |
| Strategy | Value Stream Mapping | Perform business process visualization and reengineering |
| Hoshin Kanri | Use effective policy deployment | |
| Gemba Walk | Familiarize oneself with work practices and employee stories | |
| Takt Time | Calculate required cycle times to meet objectives | |
| KPI and Control Charts | Monitor performance metrics |
Using Technology to Drive a Lean Manufacturing Transformation
Software in itself isn’t a lean tool, but technology facilitates modern lean manufacturing. Software applications improve communications, deliver training, cut paperwork and motion to reduce waste, and expedite work.
In lean, apps can help with 5S, quality, manufacturing processes, inventory, OEE, Six Sigma analysis, and high-level manufacturing management through enterprise resource planning. Technology supports lean by automating core business processes and centralizing an organization’s lean toolkit.
Transforming Culture to Support Lean Manufacturing Improvements
A lean transformation requires embedding a lean culture, because lean tools on their own are merely a means to an end. Lean leadership is critical for creating lean culture. At Toyota, the senpai, kohai, and sensei mentorship system makes sure that all staff share lean values.
As you pursue lean manufacturing, remember that management attitudes — more than just the individual techniques you use — can make or break a lean initiative. Recognizing this, Toyota made twin fundamentals the basis for TPS: continuous improvement and respect for people. (Respect for people leads to high levels of engagement and trust.)
As Western manufacturers have embraced lean, they sometimes have not given as much attention to people as they have to continuous improvement. Lean pushes managers to go farther than with traditional Western manufacturing to build trust and share responsibility with staff.
In lean, managers lead by allowing teams to learn by working on problems under guidance, rather than excluding them from problem solving. Lean emphasizes that staff need a sense of purpose and to see how lean objectives relate to their own work and goals. Reducing waste in the form of needless repetition and tedious chores that staff experience bolsters that sense of purpose. Lean managers also go the extra mile to recognize workers’ contributions.
Leadership can help by championing lean from the executive suite and observing it firsthand on the shop floor. Other positive steps include making lean implementation plans accessible at all levels and investing in lean training for middle management and shop-floor supervisors.
If there’s a single message you can take away from this, it’s that lean manufacturing stands on a few legs: Techniques are only one of them; management and learning are essential, too.
How to Keep Lean Initiatives in Manufacturing from Losing Their Way
With all the mystique surrounding lean, new converts run the risk of decoupling lean tools from their pragmatic purposes. Wallace Hopp and Mark Spearman, authors of the management operations book Factory Physics coined the term “romantic JIT” to describe lean transformation efforts that lose their grounding in practical outcomes.
In romantic JIT, manufacturers pursue ideals like flow and pull production for their own sake rather than as enablers of efficiency, effectiveness, and profitability. In those cases, the results are often disappointing.
Organizations that do not have an established lean culture can sometimes fall victim to viewing lean and lean consultants as a magic wand. Lean advisers have a role to play in lean manufacturing, but they cannot replace the employees and supervisors who actually manage the manufacturing processes. Remember, staff will not “go lean” merely via exposure to the lean specialists. Without anchoring continuous improvement in the people that remain, a lean transformation effort will eventually hit a plateau or fizzle out and return to its original state.
Lean Manufacturing and Six Sigma
Lean and Six Sigma share the goal of reducing waste to increase efficiency and profitability, but they differ in how they conceptualize this waste. Lean views waste more broadly as the result of activities that do not add value to a finished product. Six Sigma has a more precise view of waste, seeing it as the natural result of process variations – the greater the variation from an ideal value, the more waste.
The two methodologies can exist in tandem – and they do, in a hybrid methodology called Lean Six Sigma. The goals of Lean Six Sigma are twofold: to reduce lean-style waste and Six Sigma-style variation.
Lean Six Sigma combines the lean toolkit with a Six Sigma training structure known as the belt system. The belt system is inspired by martial arts belts. Different belts play different roles in the Lean Six Sigma initiatives: Black belts are project leaders, while green belts focus on the more granular application of lean tools to advance lower-level objectives.
What Is Green Lean Manufacturing?
Lean manufacturing went green (i.e., environmentally friendly) before it became fashionable. Removing waste correlates directly with sustainability. Using fewer raw materials means lower consumption per unit of product. When you reduce motion, inventory, overprocessing, and transport, you create a smaller energy footprint.
Green lean manufacturing uses environmental performance benchmarks as KPIs. Green maintenance programs service equipment to make sure its energy consumption and waste output remain within environmentally friendly ranges.
A second, related technique is sustainable life cycle management, which requires a company to evaluate the environmental impact of its manufacturing assets throughout their life cycles. Under this approach, a company would make equipment-purchasing decisions based on both a machine’s energy efficiency while in operation and its environmental impact when finally defunct (e.g., toxins released upon disposal).
Green cost analysis and evaluation in lean manufacturing includes environmental performance factors as a cost category. Reduced environmental impact tends to correlate with efficiency: Higher-efficiency motors burn the same amount of fuel, but perform more work. Energy recycling systems use waste gases or liquids (rather than the new electricity and gas that traditional HVAC systems use) in order to heat and cool workspaces. Therefore, accounting-wise, green and lean efforts also converge.
A number of well-known manufacturers have successfully implemented green lean transformations, benefitting both themselves and the environment. Darrin Wikoff, writing for ReliablePlant, notes that Eastman Kodak, for example, used kaizen events to improve waste heat generation and energy consumption, so they could save about $15 million in a seven-year period.
Baxter International Healthcare Corporation used value stream mapping to get a handle on water usage in the manufacturing process, reducing consumption by 170,000 gallons a day.
Improve Lean Manufacturing with Smartsheet for Project Management
Empower your people to go above and beyond with a flexible platform designed to match the needs of your team — and adapt as those needs change.
The Smartsheet platform makes it easy to plan, capture, manage, and report on work from anywhere, helping your team be more effective and get more done. Report on key metrics and get real-time visibility into work as it happens with roll-up reports, dashboards, and automated workflows built to keep your team connected and informed.
When teams have clarity into the work getting done, there’s no telling how much more they can accomplish in the same amount of time. Try Smartsheet for free, today.